Automotive Cable Lugs: High Vibration Applications and Solutions

In the demanding world of automotive electrical systems, reliable connections are not just a convenience—they are a critical safety requirement. Automotive cable lugs serve as the backbone of electrical connectivity, linking power sources to essential components like batteries, starters, alternators, and control modules. However, these connections face a relentless adversary: vibration. From engine oscillations to road-induced shocks, constant movement threatens to loosen connections, increase resistance, and ultimately lead to system failures. This comprehensive guide explores how specialized cable lugs and heat shrink solutions address the unique challenges of high-vibration automotive environments.
Understanding High Vibration Challenges in Automotive Applications
Modern vehicles operate in extraordinarily harsh conditions. Engine compartments experience temperature swings from -40°C to over 125°C, exposure to oils and chemicals, and most significantly, continuous vibration across multiple frequency ranges. The engine itself generates vibrations between 20-200 Hz during normal operation, while road conditions introduce additional low-frequency shocks and high-frequency oscillations.
These vibrations create several critical problems for electrical connections. Mechanical stress causes gradual loosening of terminal connections, even when initially torqued to specification. The phenomenon known as “fretting corrosion” occurs when micro-movements between contact surfaces wear away protective oxide layers, exposing fresh metal to oxidation and increasing contact resistance. Over time, this resistance generates heat, further degrading the connection and potentially leading to complete failure. In safety-critical systems like anti-lock braking or engine management, such failures can have severe consequences.
The automotive industry has responded to these challenges by developing specialized connection technologies. Compression-style cable lugs have emerged as the preferred solution for high-vibration environments, offering superior mechanical stability compared to traditional crimp or solder connections. When combined with advanced heat shrink tubing, these assemblies provide both mechanical reinforcement and environmental protection, creating connections that can withstand millions of vibration cycles without degradation.
Cable Lug Types and Their Vibration Resistance
Not all cable lugs perform equally in vibration-prone environments. Understanding the strengths and limitations of each type enables engineers to select the optimal solution for specific applications.
Ring Terminal Lugs
Ring terminal lugs feature a closed circular design that completely encircles the mounting stud or bolt. This geometry provides the highest level of vibration resistance among all lug types because the connection cannot accidentally disengage even if the mounting hardware loosens slightly. The closed-loop design distributes mechanical stress evenly around the entire circumference, preventing stress concentration points that could lead to fatigue failures.
In automotive applications, ring terminals are the standard choice for battery connections, starter motor cables, and alternator outputs—all locations subject to extreme vibration. The terminal must be sized correctly for both the cable gauge and the stud diameter to ensure optimal current flow and mechanical stability. Undersized terminals create excessive resistance and heat buildup, while oversized terminals may not achieve proper contact pressure.
Fork (Spade) Terminal Lugs
Fork terminals feature an open U-shaped design that allows installation without completely removing the mounting bolt. While this convenience factor makes them popular for quick-disconnect applications and service points, the open design inherently provides less vibration resistance than ring terminals. Under sustained vibration, fork terminals can gradually work their way off the stud, particularly if the mounting hardware loosens.
Despite this limitation, fork terminals remain useful in automotive applications where frequent disconnection is necessary, such as diagnostic points or modular component connections. When used in vibration environments, they require additional security measures like lock washers, thread-locking compounds, or secondary retention mechanisms to prevent loosening.
Pin Terminal Lugs
Pin terminals feature a solid cylindrical post designed to insert into corresponding receptacles. These terminals excel in applications requiring frequent mating and unmating cycles, such as trailer connections or modular harness assemblies. The pin-and-socket design provides good vibration resistance when properly engaged, as the spring tension in the receptacle maintains constant contact pressure.
However, pin terminals require careful attention to contact retention. In high-vibration environments, the receptacle must provide sufficient grip force to prevent the pin from backing out, while still allowing intentional disconnection. Quality pin terminals incorporate retention features like grooves or detents that lock into corresponding features in the receptacle, creating a positive mechanical lock that resists vibration-induced separation.
Compression Lugs
Compression lugs represent the gold standard for high-vibration automotive applications. Unlike crimp-style lugs that rely on mechanical deformation to grip the conductor, compression lugs use hydraulic or mechanical compression to create a cold-weld bond between the lug and conductor. This process achieves gas-tight contact across the entire interface, eliminating air gaps that could promote oxidation or increase resistance.
The compression process creates a molecular-level bond that resists loosening under vibration far better than crimped connections. Additionally, compression lugs typically feature thicker barrel walls and more robust construction than standard crimp lugs, providing superior mechanical strength. For heavy-duty automotive applications involving cables larger than 4 AWG or currents exceeding 100 amperes, compression lugs offer unmatched reliability and longevity.
Comparison of Cable Lug Types for Vibration Resistance
| Lug Type | Vibration Resistance | Installation Difficulty | Typical Applications | Advantages | Limitations |
|---|---|---|---|---|---|
| Ring Terminal | Excellent | Easy | Battery cables, starter motors, alternators, ground connections | Cannot accidentally disconnect; even stress distribution; highest reliability | Requires complete bolt removal for installation |
| Fork Terminal | Fair to Good | Very Easy | Service points, diagnostic connections, quick-disconnect applications | Easy installation without removing bolt; convenient for maintenance | Can work loose under vibration; requires secondary retention |
| Pin Terminal | Good | Moderate | Trailer connections, modular harnesses, plug-and-play systems | Supports frequent mating cycles; good for modular designs | Requires proper receptacle retention; contact wear over time |
| Compression Lug | Excellent | Difficult (requires special tools) | High-current applications, heavy-duty cables (>4 AWG), critical connections | Superior mechanical strength; gas-tight connection; best long-term reliability | Requires hydraulic compression tools; higher cost |
Heat Shrink Technology: The Critical Protection Layer
While selecting the appropriate lug type addresses mechanical connection integrity, heat shrink tubing provides the essential environmental protection and strain relief necessary for long-term reliability in automotive environments. Modern heat shrink technology has evolved far beyond simple insulation, incorporating multiple functional layers that work together to protect connections from moisture, chemicals, abrasion, and mechanical stress.
Dual-Wall Adhesive-Lined Heat Shrink
The most advanced heat shrink solutions for automotive cable lugs feature dual-wall construction with an inner adhesive layer. The outer polyolefin layer provides mechanical protection, abrasion resistance, and electrical insulation, while the inner thermoplastic adhesive layer melts during the heating process to create a waterproof seal. As the tubing shrinks (typically with a 3:1 shrink ratio), the adhesive flows into every gap and crevice, completely encapsulating the connection and creating a hermetic seal that prevents moisture ingress and corrosion.
This dual-wall design provides critical vibration resistance through multiple mechanisms. The adhesive layer bonds the heat shrink to both the cable insulation and the lug body, creating a unified assembly that distributes mechanical stress across a larger area. This strain relief function prevents the cable from flexing sharply at the lug entry point—a common failure location in vibration environments. The encapsulation also prevents fretting corrosion by eliminating the micro-movements between the cable and lug that would otherwise wear away protective coatings.
Temperature and Chemical Resistance
Automotive heat shrink tubing must withstand extreme environmental conditions. Quality heat shrink products are rated for continuous operation from -55°C to +125°C, covering the full range of automotive temperature extremes. The material must remain flexible at low temperatures to absorb vibration without cracking, while maintaining dimensional stability and dielectric strength at elevated temperatures near exhaust components or within engine compartments.
Chemical resistance is equally critical. Automotive heat shrink must resist degradation from gasoline, diesel fuel, motor oil, brake fluid, coolant, and various cleaning solvents. Polyolefin-based heat shrink materials provide excellent resistance to most automotive fluids, while specialized formulations offer enhanced resistance to particularly aggressive chemicals like transmission fluid or hydraulic oils.
Proper Heat Shrink Installation
The effectiveness of heat shrink protection depends entirely on proper installation technique. The tubing must be sized correctly—large enough to slide over the lug before heating, but small enough to shrink tightly around both the cable and lug body. A 3:1 shrink ratio provides the optimal balance, shrinking to one-third of its original diameter to create a tight seal without requiring excessive heat.
During installation, the heat shrink should extend beyond the lug barrel to cover at least 10-15mm of the cable insulation, ensuring complete coverage of the crimp or compression zone. Heat should be applied evenly using a heat gun, starting from the center and working toward the ends to prevent air pockets. Proper heating causes the adhesive to melt and flow, visible as a slight oozing at the tubing ends—this confirms a complete seal. Overheating should be avoided, as excessive temperature can degrade the adhesive or cause the outer layer to char and lose mechanical strength.
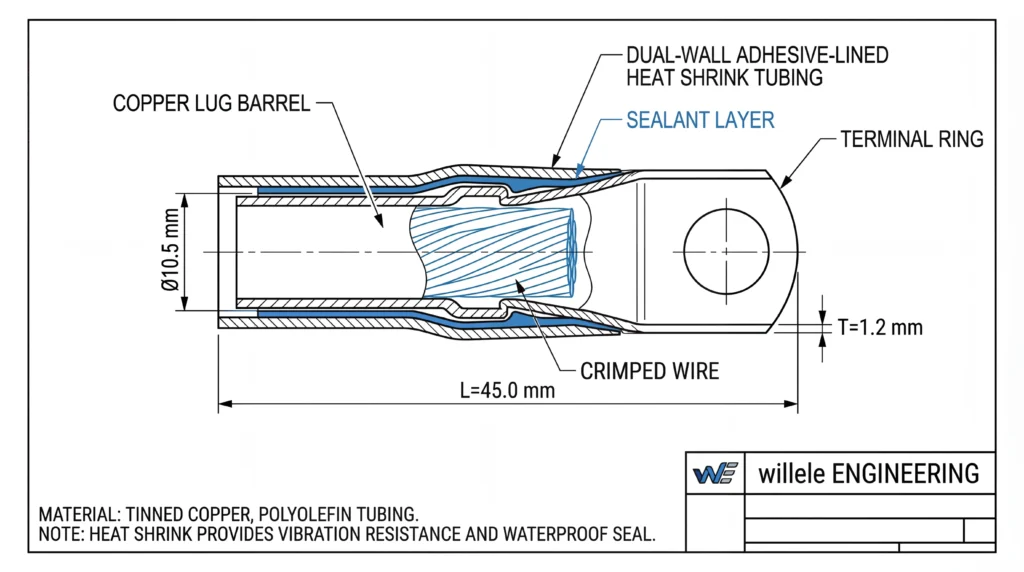
Technical cross-section showing the layered construction of heat shrink protected cable lug assembly
Material Selection for Optimal Performance
The choice of conductor material significantly impacts both electrical performance and mechanical durability in high-vibration automotive applications.
Copper Cable Lugs
Copper remains the preferred conductor material for most automotive applications due to its exceptional electrical conductivity (second only to silver), excellent mechanical properties, and reasonable cost. Pure copper lugs provide the lowest electrical resistance, minimizing voltage drop and heat generation—critical factors in high-current applications like starter motor circuits or electric vehicle power distribution.
For enhanced corrosion resistance, tinned copper lugs feature a thin tin plating over the copper base material. This tin layer provides superior oxidation resistance compared to bare copper, particularly in marine automotive applications or environments with high humidity and salt exposure. The tin plating also improves solderability and maintains low contact resistance over time by preventing the formation of copper oxide layers that would otherwise increase resistance.
Aluminum Cable Lugs
Aluminum lugs offer significant weight savings compared to copper—approximately 70% lighter for equivalent current capacity. This weight advantage makes aluminum attractive for aerospace and racing applications where every gram matters. However, aluminum presents several challenges in automotive environments. Aluminum oxide forms rapidly on exposed surfaces, creating a highly resistive layer that impedes electrical contact. This oxide layer must be mechanically disrupted during installation using specialized anti-oxidant compounds and proper torquing procedures.
Additionally, aluminum’s higher coefficient of thermal expansion compared to copper can cause connections to loosen over time as the material expands and contracts with temperature cycling. When aluminum lugs must be used, they require more frequent inspection and maintenance compared to copper alternatives, making them less suitable for critical automotive applications where long-term reliability without maintenance is essential.
Material Comparison for Automotive Cable Lugs
| Property | Copper (Bare) | Copper (Tinned) | Aluminum |
|---|---|---|---|
| Electrical Conductivity | 100% (reference) | 95-98% | 61% |
| Weight (relative) | 1.0x | 1.0x | 0.3x |
| Corrosion Resistance | Good | Excellent | Poor (requires treatment) |
| Cost (relative) | 1.0x | 1.2x | 0.6x |
| Thermal Expansion | Low | Low | High |
| Vibration Performance | Excellent | Excellent | Good (requires special attention) |
| Maintenance Requirements | Low | Very Low | Moderate to High |
| Best Applications | General automotive, high-current circuits | Marine, outdoor, corrosive environments | Weight-critical applications, racing |
Installation Best Practices for High-Vibration Environments
Even the highest-quality cable lugs and heat shrink materials will fail prematurely if not installed correctly. Proper installation requires attention to detail at every step of the process.
Cable Preparation
Begin by stripping the cable insulation to the precise length required by the lug barrel—typically 10-15mm for most automotive lugs. Remove too little insulation and the conductor won’t fully seat in the lug barrel, resulting in high resistance and potential overheating. Remove too much and exposed conductor extends beyond the lug, creating a potential short circuit hazard and stress concentration point. Use a quality wire stripper designed for the cable gauge to avoid nicking or cutting individual conductor strands, which would reduce the effective cross-sectional area and create weak points susceptible to vibration fatigue.
After stripping, inspect the conductor for damage. All strands should be intact and uniform. Twist the strands together gently to consolidate them into a tight bundle that will insert smoothly into the lug barrel. For tinned conductors, avoid excessive handling that could damage the tin coating.
Crimping or Compression
The crimping or compression operation creates the actual electrical and mechanical connection between conductor and lug. This step requires the correct tool for the lug type and cable gauge—using improper tools or dies results in weak, high-resistance connections that will fail in service.
For crimp-style lugs, use a ratcheting crimper that prevents release until the crimp cycle completes fully. This ensures consistent crimp depth and compression force. Position the lug in the correct die cavity for its size, insert the prepared conductor fully into the barrel until it bottoms out, and complete the crimp cycle. A proper crimp creates a hexagonal or oval barrel deformation with no sharp edges or cracks. The conductor should be firmly gripped with no movement possible when pulling on the cable.
Compression lugs require hydraulic compression tools that apply significantly higher forces—typically 8-12 tons for automotive-sized cables. The compression die must match the lug manufacturer’s specifications exactly, as different manufacturers use different compression profiles. A proper compression creates a uniform barrel deformation with the lug and conductor cold-welded together into a gas-tight connection.
Torque Specifications
When attaching the lug to its mounting point, proper torque is critical. Under-torquing leaves the connection loose, allowing vibration-induced movement that causes fretting corrosion and eventual failure. Over-torquing can deform the lug, crack the mounting boss, or strip threads—equally problematic outcomes.
Always follow the equipment manufacturer’s torque specifications for the specific stud size and material. As a general guideline, automotive battery terminals typically require 10-15 N⋅m (89-133 lb-in), while larger starter motor connections may require 20-30 N⋅m (177-266 lb-in). Use a calibrated torque wrench rather than estimating by feel, and apply torque in a smooth, steady motion rather than impact loading.
For critical applications in high-vibration environments, consider using thread-locking compounds (medium-strength, removable type) or lock washers to prevent loosening over time. However, these should supplement proper torque, not replace it.
Installation Process Checklist
| Step | Action | Quality Check | Common Errors to Avoid |
|---|---|---|---|
| 1. Cable Preparation | Strip insulation to correct length (10-15mm) | All strands intact; no nicks or cuts; clean conductor | Stripping too much/too little; cutting strands; leaving debris |
| 2. Heat Shrink Pre-positioning | Slide heat shrink onto cable before crimping | Correct size tubing; positioned away from work area | Forgetting to install before crimping; wrong shrink ratio |
| 3. Lug Installation | Insert conductor fully into lug barrel | Conductor bottoms out; no gaps; proper alignment | Partial insertion; twisted alignment; wrong lug size |
| 4. Crimping/Compression | Use correct tool and die for lug type and size | Uniform deformation; no cracks; conductor firmly gripped | Wrong tool; incomplete crimp; multiple crimps in same location |
| 5. Visual Inspection | Check crimp quality and conductor seating | Smooth barrel; no sharp edges; no exposed strands | Skipping inspection; accepting marginal crimps |
| 6. Heat Shrink Application | Position over connection; apply even heat | Adhesive flows at ends; tight seal; no air pockets | Overheating; incomplete shrinkage; air bubbles trapped |
| 7. Terminal Mounting | Attach to stud/post with proper torque | Correct torque value; lock washer if required; secure fit | Under/over-torquing; no torque wrench; cross-threading |
| 8. Final Verification | Pull test; visual inspection; continuity check | No movement; complete coverage; low resistance | Skipping final checks; accepting loose connections |
Vibration Testing and Quality Standards
Automotive cable lug assemblies must meet rigorous industry standards to ensure reliability in high-vibration environments. Understanding these standards helps engineers specify appropriate components and verify installation quality.
Industry Standards
Several international standards govern automotive electrical connections. SAE J1128 specifies requirements for low-voltage primary cables used in automotive applications, including conductor construction, insulation properties, and temperature ratings. SAE J163 covers low-voltage battery cables specifically, addressing the unique requirements of high-current starter and charging circuits.
For cable lugs and terminals, UL 486A-486B provides comprehensive requirements for wire connectors and soldering lugs, including pull-out strength, temperature rise, and corrosion resistance. ISO 8092 specifies requirements for road vehicle electrical connections, including vibration resistance testing protocols.
European automotive manufacturers often reference LV 112 (Volkswagen), BMW GS 95011, or similar proprietary standards that exceed general industry requirements. These standards typically require connections to withstand 50-100 hours of vibration testing at frequencies from 10-2000 Hz with accelerations up to 10G, simulating years of real-world vehicle operation.
Testing Methods
Vibration testing subjects cable lug assemblies to controlled oscillations across a range of frequencies and amplitudes. The assembly is mounted to a vibration table that replicates the multi-axis vibrations experienced in actual vehicle operation. During testing, electrical resistance is monitored continuously—any increase in resistance indicates degradation of the connection quality.
Temperature cycling tests verify that connections maintain integrity through repeated expansion and contraction. Assemblies undergo hundreds of cycles between temperature extremes (-40°C to +125°C), with electrical resistance and mechanical pull strength measured before and after cycling. Quality connections show minimal change in these parameters.
Pull testing verifies mechanical strength by applying increasing tensile force to the cable while the lug is held fixed. The connection must withstand forces significantly exceeding those expected in service—typically 5-10 times the cable’s rated current capacity in pounds of force. For example, a 4 AWG cable (rated for approximately 100A) should withstand at least 500 pounds of pull force without the conductor pulling out of the lug.
Troubleshooting Common Vibration-Related Failures
Despite best practices, connection failures can occur in high-vibration automotive environments. Recognizing failure modes enables effective troubleshooting and prevention.
Intermittent Electrical Contact
Symptoms include flickering lights, intermittent component operation, or erratic sensor readings. This typically indicates a connection that has loosened due to vibration, allowing micro-movements that break and remake electrical contact. The root cause is usually insufficient initial torque, lack of vibration-resistant hardware (lock washers or thread locker), or use of inappropriate lug types (fork terminals in high-vibration locations).
Solution: Replace the connection using a ring terminal with proper torque and vibration-resistant hardware. Inspect the mounting stud or post for damage—worn threads or deformed surfaces prevent proper torque retention and must be repaired or replaced.
Elevated Connection Temperature
A connection that runs noticeably hotter than surrounding components indicates excessive resistance, often caused by fretting corrosion. Vibration-induced micro-movements wear away protective coatings and create resistive oxide layers between contact surfaces. Heat generation accelerates the oxidation process, creating a self-reinforcing failure mode.
Solution: Disassemble the connection and inspect contact surfaces. If oxidation or discoloration is present, clean all surfaces thoroughly (wire brush for copper, specialized aluminum oxide removal for aluminum), apply appropriate contact enhancer or anti-oxidant compound, and reassemble with proper torque. Consider upgrading to compression-style lugs or adding heat shrink protection if not already present.
Physical Connection Separation
In extreme cases, vibration can cause complete physical separation—a fork terminal backing off its stud or a pin terminal pulling out of its receptacle. This represents a serious safety hazard and indicates fundamentally inadequate connection design for the application.
Solution: Replace with ring terminals that cannot accidentally disengage. For applications requiring frequent disconnection, use pin terminals with positive locking features or add secondary retention mechanisms. Review the entire installation to identify other potentially inadequate connections before they fail.
Frequently Asked Questions
Q: What is the difference between crimping and compression for cable lugs?
A: Crimping uses mechanical deformation to grip the conductor, suitable for most automotive applications up to 4 AWG. Compression uses hydraulic force to create a cold-weld bond, providing superior strength and reliability for larger cables and critical high-current connections. Compression requires specialized tools but offers better vibration resistance and lower long-term resistance.
Q: How do I select the correct heat shrink size for my cable lug?
A: Choose heat shrink with a recovered (shrunk) diameter slightly smaller than your cable diameter, and an as-supplied diameter large enough to fit over the lug body. A 3:1 shrink ratio provides optimal performance—for example, if your cable is 10mm diameter and lug body is 15mm diameter, select heat shrink with 45mm as-supplied diameter (will shrink to 15mm minimum) to fit over the lug, which will then shrink tightly around the 10mm cable.
Q: Can I use aluminum lugs with copper cables?
A: Direct connection of aluminum and copper creates galvanic corrosion due to the dissimilar metals. If aluminum lugs must be used with copper cable, apply anti-oxidant compound and use bi-metal transition washers or connectors specifically designed for this purpose. However, for automotive applications, using copper lugs throughout is strongly recommended for reliability.
Q: How often should I inspect cable lug connections in high-vibration environments?
A: For critical automotive systems, inspect connections during scheduled maintenance intervals (typically every 12 months or 20,000 km). Look for signs of loosening (reduced torque), discoloration (overheating), corrosion, or damaged heat shrink. High-vibration applications like off-road vehicles or heavy equipment may require more frequent inspection every 6 months or 10,000 km.
Q: What causes the white or green powder around cable connections?
A: White powder on aluminum connections indicates aluminum oxide formation, while green/blue powder on copper connections indicates copper corrosion (verdigris). Both increase electrical resistance and indicate moisture intrusion or inadequate environmental protection. Clean the connection thoroughly, apply appropriate protective compound, and install proper heat shrink sealing to prevent recurrence.
Q: Why do my battery cable connections keep loosening?
A: Repeated loosening typically results from inadequate initial torque, worn mounting posts, or thermal cycling without proper heat shrink strain relief. Ensure you’re using a calibrated torque wrench set to manufacturer specifications (typically 10-15 N⋅m for automotive battery terminals). Replace worn battery posts, and install adhesive-lined heat shrink that extends over both the lug and cable to provide strain relief and prevent vibration-induced loosening.
Conclusion
Automotive cable lugs operating in high-vibration environments demand careful attention to design, material selection, and installation practices. The combination of compression-style or ring terminal lugs with dual-wall adhesive-lined heat shrink tubing provides the robust, reliable connections necessary for modern vehicle electrical systems. By understanding the mechanisms of vibration-induced failure and implementing proven solutions, engineers and technicians can create electrical connections that deliver years of trouble-free service even under the most demanding conditions.
Willele Electric specializes in manufacturing premium heat shrink tubes and cable connection solutions designed specifically for high-vibration automotive applications. Our products meet or exceed international quality standards, providing the reliability and performance that modern vehicles demand. For technical specifications, product selection guidance, or custom solutions for your specific application, visit willele.com or contact our engineering support team.
