Railway Applications: Flame-Retardant Heat-Shrink Tubing Requirements

Comprehensive Guide to Cable Protection Standards for Modern Rail Infrastructure
Railway electrical systems represent one of the most demanding environments for cable management and protection. From high-speed passenger trains traversing continents to underground metro networks serving millions of daily commuters, the reliability of electrical infrastructure directly impacts safety, efficiency, and operational continuity. Flame-retardant heat-shrink tubing has become an indispensable solution, offering critical protection against fire hazards while providing essential insulation and environmental sealing.
Understanding the specific requirements for flame-retardant heat-shrink tubing in railway applications enables engineers, procurement specialists, and maintenance professionals to make informed decisions that ensure long-term system reliability. This comprehensive guide explores the standards, materials, specifications, and best practices that define effective cable protection in modern rail systems.
The Critical Role of Flame Retardancy in Railway Safety
Railway environments present unique fire safety challenges that distinguish them from other transportation or industrial applications. Passenger compartments, tunnel systems, and underground stations create enclosed spaces where smoke and toxic gases can accumulate rapidly, endangering lives and complicating evacuation procedures. Electrical cables, which run throughout every railway vehicle and infrastructure component, represent potential ignition sources if not properly protected.
Flame-retardant heat-shrink tubing addresses these risks through multiple mechanisms. The primary function involves preventing flame propagation along cable runs, effectively containing any electrical faults to their point of origin. When exposed to ignition sources, quality flame-retardant materials self-extinguish rather than supporting combustion, preventing the spread of fire through cable harnesses that could otherwise act as pathways for flames to travel throughout a vehicle or facility.
Beyond basic fire containment, modern flame-retardant formulations address smoke toxicity—a critical factor in railway safety. Traditional halogenated materials release corrosive, toxic gases when burned, creating immediate hazards for passengers and long-term damage to sensitive electronic equipment. Advanced halogen-free formulations significantly reduce these emissions while maintaining excellent fire resistance, representing a fundamental advancement in railway safety technology.
The physical protection provided by heat-shrink tubing complements its fire safety benefits. By creating a sealed barrier around cable connections and vulnerable sections, the tubing prevents moisture ingress, chemical exposure, and mechanical abrasion that could compromise insulation integrity. This comprehensive protection reduces the likelihood of electrical faults occurring in the first place, addressing fire prevention at its source rather than merely managing consequences.
International Standards and Certification Requirements
Railway flame-retardant heat-shrink tubing must satisfy a complex web of international standards that govern virtually every aspect of material performance. The European railway industry follows EN 45545, the comprehensive fire protection standard that categorizes materials based on their fire behavior and application context. This standard establishes three hazard levels (HL1, HL2, and HL3), with HL3 representing the most stringent requirements for applications including sleeping cars and underground operations where fire risks are highest.
EN 45545 testing evaluates multiple parameters including flame spread characteristics, heat release rates, smoke density, and toxicity of combustion products. Materials must demonstrate limited flame propagation, measured according to EN ISO 5658-2, while smoke generation testing under EN ISO 5659-2 ensures that visibility remains sufficient for evacuation during fire events. Perhaps most critically, the standard assesses toxicity through CIT (Conventional Index of Toxicity) calculations, limiting the release of dangerous gases such as carbon monoxide, hydrogen cyanide, and sulfur dioxide.
The International Electrotechnical Commission contributes IEC 61373, which addresses the mechanical stresses inherent in railway operations. This standard subjects materials to rigorous shock and vibration testing that simulates the conditions experienced during train movement, track transitions, and operational impacts. Heat-shrink tubing must maintain its protective properties after enduring these mechanical stresses, ensuring that fire protection remains effective even after years of service in dynamic environments.
North American railway applications reference UL 224 and CSA C22.2 No. 198.1, which establish requirements for extruded insulating tubing including flammability ratings. The UL94 vertical burn test classifies materials from HB (horizontal burn, lowest rating) through V-2, V-1, to V-0 (highest self-extinguishing rating), with railway applications typically requiring V-0 certification.
Environmental compliance adds another layer of requirements through directives such as RoHS (Restriction of Hazardous Substances) and REACH (Registration, Evaluation, Authorization and Restriction of Chemicals). These regulations restrict the use of specific hazardous substances including lead, mercury, cadmium, and certain phthalates, ensuring that materials are safe throughout their lifecycle from manufacturing through disposal.
Material Science: Engineering Fire-Resistant Polymers
The development of effective flame-retardant heat-shrink tubing relies on sophisticated polymer chemistry that balances multiple performance requirements. Cross-linked polyolefins form the foundation of most railway-grade products, offering excellent electrical insulation properties, mechanical durability, and processability. The cross-linking process, typically achieved through radiation or chemical methods, creates molecular bonds that prevent the polymer from melting or flowing when heated, enabling the “heat-shrink” behavior that gives these products their name.
Flame retardancy in modern formulations comes from halogen-free additives that interrupt combustion chemistry through various mechanisms. Intumescent systems expand when exposed to heat, creating a protective char layer that insulates underlying material from oxygen and heat. Phosphorus-based compounds promote char formation while nitrogen-based additives release inert gases that dilute oxygen concentrations. Metal hydroxides, particularly aluminum and magnesium varieties, endothermically decompose when heated, absorbing energy and releasing water vapor that cools the combustion zone.
The heat-shrink mechanism itself contributes meaningfully to fire safety. When installers apply heat—typically using hot air guns or ovens—the tubing contracts to a predetermined percentage of its original diameter (the “shrink ratio”). This contraction creates a tight, form-fitting seal around cables and connectors, eliminating air gaps where flames could propagate. The physical compression also improves heat dissipation from electrical connections, reducing operating temperatures that could contribute to fire risks.
Dual-wall constructions add adhesive inner layers that activate during the heating process. These hot-melt adhesives flow into crevices and around connector contours, creating moisture-resistant seals that meet IP (Ingress Protection) ratings. In railway applications, this environmental sealing prevents water and contaminants from compromising electrical integrity, addressing root causes of potential failures while providing fire protection.
Performance Specifications for Railway Environments
Effective flame-retardant heat-shrink tubing for railway applications must satisfy demanding specifications across electrical, thermal, mechanical, and chemical domains. Electrical properties begin with dielectric strength, which measures the material’s ability to withstand electrical stress without breakdown. Railway applications typically require dielectric strength exceeding 15 kV/mm, ensuring reliable insulation even for medium-voltage applications found in traction power systems.
Volume resistivity, another critical electrical parameter, must remain high (typically greater than 10^14 ohm-cm) across the full range of operating conditions including high humidity and temperature variations. Railway environments frequently experience condensation, particularly in tunnels and underground sections, making moisture-resistant electrical properties essential for long-term reliability.
Temperature performance spans extraordinary ranges that reflect the diverse environments where railways operate. Quality materials maintain flexibility and functionality at temperatures as low as -55°C, which occurs in cold climates, high-altitude routes, and unheated equipment compartments during winter conditions. Simultaneously, continuous operating temperatures must reach at least 135°C to accommodate engine compartments, transformer housings, and power conversion equipment where heat generation concentrates.
Short-term thermal excursions present additional challenges. Electrical faults, overload conditions, or equipment malfunctions can generate localized heating that temporarily exceeds normal operating temperatures. Materials must withstand these events without permanent degradation, maintaining protective properties after thermal stresses subside. This resilience ensures that fire protection remains intact even after experiencing the very conditions it is designed to manage.
Mechanical durability requirements address the constant vibration, shock, and abrasion that characterize railway service. Tensile strength and elongation properties must accommodate cable movement and flexing without cracking or splitting. Abrasion resistance protects against damage from contact with metal edges, cable ties, and adjacent components during installation and service. These mechanical properties must persist throughout decades of operational stress.
Chemical resistance ensures performance when exposed to oils, hydraulic fluids, cleaning solvents, and environmental contaminants common in railway maintenance environments. Materials must resist degradation from UV radiation in exposed outdoor applications while maintaining flexibility and strength after years of service exposure.
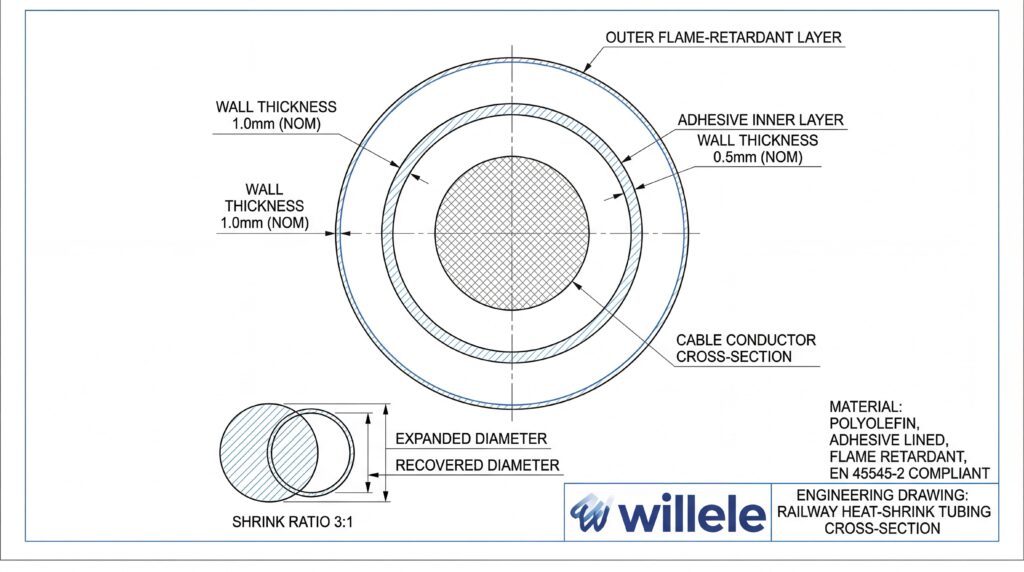
Technical diagram showing layered construction of flame-retardant heat-shrink tubing with dimensional specifications and material properties
Comparative Analysis of Railway Heat-Shrink Tubing Types
| Property | Standard Single-Wall | Dual-Wall Adhesive-Lined | Heavy-Duty Railway Grade | High-Temperature Silicone |
|---|---|---|---|---|
| Shrink Ratio | 2:1 to 3:1 | 3:1 to 4:1 | 3:1 | 2:1 |
| Operating Temp | -55°C to +135°C | -55°C to +110°C | -55°C to +135°C | -65°C to +200°C |
| Flame Retardant | UL94 V-0 | UL94 V-0 | EN 45545 HL3 | UL94 V-0 |
| Halogen-Free | Optional | Yes | Required | Yes |
| Adhesive Lining | No | Yes (Thermoplastic) | Yes (High-Performance) | No |
| Wall Thickness | 0.4-1.0mm | 0.8-2.0mm | 1.2-3.0mm | 0.5-1.5mm |
| Voltage Rating | 600V-1000V | 600V | 1000V+ | 600V-1000V |
| Typical Application | General wire bundling | Moisture sealing | High-risk areas | Engine compartments |
| Smoke Toxicity | Standard | Low | Very Low | Low |
| Chemical Resistance | Good | Excellent | Superior | Excellent |
Application-Specific Requirements Across Railway Systems
Different railway applications present distinct challenges that influence heat-shrink tubing selection. Passenger rolling stock requires comprehensive protection for wiring harnesses serving lighting, HVAC, communication, and entertainment systems. These cables run through confined spaces including walls, ceilings, under floors, and through partition penetrations where fire containment is critical for passenger safety. Materials must meet the highest fire safety classifications (HL3 under EN 45545) while providing long-term durability in environments subject to constant vibration and passenger-induced wear.
Locomotive and power car applications present the most severe thermal and mechanical stresses. Engine compartments contain high-temperature components including diesel engines, turbochargers, and exhaust systems that create ambient temperatures exceeding the capabilities of standard materials. High-temperature silicone or specialized polyolefin formulations rated for continuous operation above 150°C become necessary. These locations also expose tubing to oils, lubricants, and fuel vapors that require superior chemical resistance.
Traction power and converter systems handle high voltages and currents that generate significant heat while presenting serious safety hazards if failures occur. Heat-shrink tubing in these applications must provide robust electrical insulation rated for medium-voltage service (1000V and above) while maintaining flame retardancy under the most demanding conditions. Thick-wall constructions provide additional mechanical protection against accidental contact or abrasion in crowded equipment compartments.
Signaling and communication systems operate at lower voltages but serve critical safety functions where failures can cascade into major operational disruptions. Trackside equipment, switch machines, and signal cables require protection that ensures continued operation during adverse weather, resist vandalism and animal damage, and prevent moisture ingress that could cause intermittent faults. Flame retardancy in these applications prevents cable damage from propagating fire to wooden ties, ballast, or nearby structures.
Underground and tunnel installations represent the most fire-critical railway environments. Limited ventilation allows smoke accumulation while constrained evacuation routes maximize passenger vulnerability. Heat-shrink tubing in these applications must meet the absolute highest fire safety standards with minimal smoke generation and toxicity. Dual-wall constructions with adhesive sealing prevent water infiltration that could compromise cable integrity in humid tunnel environments.
Installation Methodology and Quality Assurance
Proper installation technique significantly impacts the performance and longevity of flame-retardant heat-shrink tubing. Surface preparation begins with thorough cleaning to remove oils, moisture, dust, and manufacturing residues that could interfere with shrink uniformity or adhesive bonding. Isopropyl alcohol or approved cleaning solvents ensure clean substrates that promote optimal adhesion and prevent contamination-induced failures.
Tubing selection involves calculating appropriate sizes based on cable diameters and required coverage. The “shrink ratio” (typically 2:1, 3:1, or 4:1) indicates the proportion between expanded and recovered diameters. Installers should select tubing where the recovered diameter is smaller than the minimum substrate dimension while the expanded diameter accommodates the maximum size to be covered, including connectors or splices. Allowing 10-15mm minimum overlap onto existing insulation ensures complete coverage and strain relief.
Heating technique determines final tubing quality and performance. Professional hot air guns with temperature controls provide the most common installation method, allowing precise heat application that activates shrinkage without overheating. Installers should apply heat uniformly around the circumference, starting from one end and progressing systematically to drive out trapped air and ensure complete recovery. Continuous movement prevents localized overheating that could damage material properties or create weak points.
For high-volume or critical applications, temperature-controlled ovens or automated heating systems provide consistent results. These methods eliminate operator variability and ensure that every installation meets specification. Controlled heating profiles can optimize adhesive flow in dual-wall products, creating superior environmental seals.
Quality verification includes visual inspection for complete shrinkage (absence of longitudinal wrinkles indicates proper recovery), adhesive extrusion at tubing ends (for dual-wall products), and continuity testing for electrical applications. Documentation of installation details supports future maintenance and troubleshooting activities.
Testing Protocols and Quality Control
Reputable manufacturers subject railway-grade heat-shrink tubing to comprehensive testing that extends far beyond basic certification requirements. Accelerated aging tests simulate years of service exposure by subjecting materials to elevated temperatures, UV radiation, humidity cycles, and chemical contact over extended periods. These tests predict long-term performance and identify potential degradation mechanisms before products reach the field.
Flame propagation testing under controlled laboratory conditions quantifies material behavior when exposed to standardized ignition sources. Measurements include burn rate, self-extinguishing time, extent of damage, smoke density, and gas toxicity. These tests validate that materials meet or exceed specified fire safety standards under reproducible conditions.
Mechanical testing evaluates tensile strength, elongation, tear resistance, and abrasion resistance before and after environmental exposure. Electrical testing confirms dielectric strength, insulation resistance, and dielectric constant across temperature ranges and after aging. Each production batch undergoes statistical sampling to ensure consistency with certified specifications.
Field performance monitoring provides real-world validation that complements laboratory testing. Leading manufacturers maintain relationships with railway operators, tracking product performance across diverse climates, operational intensities, and maintenance practices. This feedback informs continuous improvement efforts and helps establish realistic service life expectations.
Lifecycle Economics and Risk Management
While premium flame-retardant heat-shrink tubing involves higher initial costs than standard alternatives, lifecycle economics frequently favor high-performance materials in railway applications. Railway infrastructure operates for decades, and cable protection that prevents a single major incident provides value far exceeding initial material investment. Direct costs of fire incidents include equipment replacement, service disruptions, regulatory fines, and potential litigation, while indirect costs encompass reputation damage and passenger confidence erosion.
Installation efficiency impacts total project economics. Higher-shrink-ratio tubing covers wider size ranges with fewer inventory SKUs, simplifying procurement and reducing carrying costs. Faster, more reliable installation reduces labor expenses during initial construction and maintenance windows. Consistent quality from reputable suppliers minimizes rework and field failures that disrupt operations and inflate costs.
Maintenance interval extension represents another economic benefit. Quality materials resist degradation from environmental exposure, mechanical stress, and thermal cycling, maintaining protective properties over extended service periods. Reduced inspection and replacement frequencies lower total cost of ownership while improving system availability.
Risk mitigation ultimately drives material selection in safety-critical railway applications. Insurance underwriters, regulatory authorities, and corporate governance increasingly evaluate fire safety investments when assessing organizational risk management. High-quality flame-retardant materials demonstrate due diligence while providing tangible protection against worst-case scenarios that, while rare, carry catastrophic consequences.
Emerging Trends and Future Developments
The evolution of flame-retardant heat-shrink tubing continues as material science advances and railway requirements become more sophisticated. Nanomaterial incorporation promises enhanced fire resistance with reduced wall thickness, enabling space savings in increasingly crowded railway equipment compartments. Carbon nanotubes, nanoclays, and other nanoscale additives improve mechanical properties, thermal conductivity, and flame retardancy while adding minimal weight.
Smart materials that provide visual indication of overheating conditions represent another development frontier. Thermochromic additives that change color when exposed to abnormal temperatures enable maintenance personnel to identify potential problems before failures occur. Self-healing polymers that automatically seal minor punctures or abrasions could extend service life and reduce maintenance requirements.
Sustainability pressures drive development of bio-based and recyclable materials that maintain railway safety standards while reducing environmental impact. Manufacturers increasingly focus on circular economy principles, designing products for easier recycling at end-of-life while ensuring performance characteristics remain uncompromised. Life cycle assessment methodologies help quantify environmental impacts across the full product lifecycle.
Digital integration through embedded tracking technologies enables comprehensive supply chain visibility and asset management. QR codes, RFID tags, or printed electronics incorporated into tubing products support traceability from raw materials through manufacturing, installation, and retirement. This tracking facilitates quality management, simplifies maintenance record-keeping, and enables rapid response in the unlikely event of material-related issues.
Frequently Asked Questions (FAQ)
What distinguishes “flame-retardant” heat-shrink tubing from standard products?
Flame-retardant formulations contain specialized additives that inhibit combustion and prevent flame propagation along cable runs. When exposed to ignition sources, these materials self-extinguish rather than supporting continued burning. In railway applications, flame-retardant tubing must meet stringent standards like EN 45545, which evaluates not only flame resistance but also smoke generation and toxicity—critical factors in enclosed railway environments.
Why have halogen-free materials become the industry standard for railways?
Traditional halogenated flame retardants (containing chlorine or bromine) release toxic, corrosive gases when burned, creating immediate hazards for passengers and causing long-term damage to sensitive electronic equipment. Halogen-free alternatives use phosphorus, nitrogen, or metal hydroxide-based systems that provide equivalent fire protection while significantly reducing toxic emissions. This distinction is particularly important in tunnels and underground stations where ventilation is limited and evacuation options are constrained.
What shrink ratio is appropriate for most railway cable applications?
Higher shrink ratios (3:1 or 4:1) generally provide the best coverage for railway applications where cables vary in diameter and irregular shapes (connectors, splices) must be accommodated. These ratios allow a single tubing size to cover a wider range of substrate dimensions, simplifying inventory management while ensuring complete coverage. The specific ratio selection should consider the minimum and maximum diameters to be covered, with adequate overlap onto existing insulation.
How long should quality flame-retardant heat-shrink tubing last in railway service?
Premium railway-grade products typically provide 20-30 years of reliable service when properly selected and installed. Actual lifespan depends on environmental conditions, temperature exposure, mechanical stress levels, and maintenance practices. Materials that resist UV degradation, chemical exposure, and thermal aging maintain protective properties longer, reducing lifecycle costs and improving system reliability.
Can existing railway installations be upgraded with modern flame-retardant tubing?
Yes, retrofitting represents a common and effective strategy for upgrading legacy installations to current safety standards. The process involves carefully assessing existing cable configurations, selecting appropriately sized tubing, and following proper installation procedures. Retrofit projects typically prioritize high-risk areas such as passenger compartments, tunnel sections, and critical control circuits where fire protection offers the greatest safety benefits.
What temperature range must railway heat-shrink tubing accommodate?
Quality materials must function across extreme ranges, typically -55°C to +135°C for continuous operation. Cold temperature flexibility prevents cracking in winter conditions and high-altitude routes, while high-temperature stability ensures performance in engine compartments and power equipment. Specialized applications may require extended ranges, with silicone-based materials offering continuous operation up to 200°C for extreme thermal environments.
How do single-wall and dual-wall heat-shrink tubing differ in application?
Single-wall tubing provides fundamental insulation and environmental protection through a single layer of heat-shrinkable polymer. Dual-wall products incorporate an inner adhesive layer that melts and flows during installation, creating a moisture-resistant seal that meets IP ratings. Railway applications exposed to humidity, wash-down procedures, or potential water immersion typically specify dual-wall constructions for enhanced environmental protection.
What certifications should procurement professionals verify when selecting railway heat-shrink tubing?
Essential certifications include EN 45545 (European railway fire protection), IEC 61373 (shock and vibration), UL94 (flammability rating), and environmental compliance (RoHS, REACH). Depending on the specific application, additional certifications may include smoke toxicity testing, toxicity index calculations, and country-specific railway authority approvals. Reputable suppliers provide comprehensive documentation supporting all claimed certifications.
