Mining Equipment: Fire-Safe Heat-Shrink Tubing Applications

Mining operations present some of the most challenging environments for electrical systems. Underground mines expose cables to constant moisture, abrasive rock dust, and corrosive minerals, while surface operations subject them to UV radiation, temperature extremes, and mechanical stress from heavy equipment. In these demanding conditions, heat-shrink tubing has emerged as a critical solution for protecting mining cables, offering durability, reliability, and fire safety that traditional protection methods cannot match.
Understanding Heat-Shrink Tubing in Mining Contexts
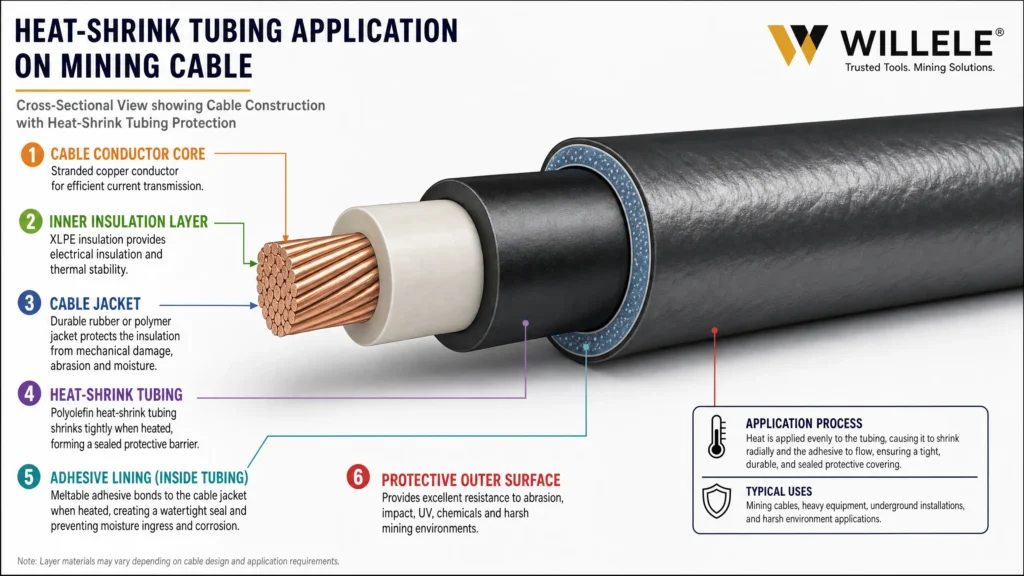
Heat-shrink tubing is a thermoplastic tube that contracts radially when heated, conforming tightly to cables, connectors, and terminations. This simple yet effective technology provides multiple layers of protection essential for mining applications: electrical insulation, mechanical protection, moisture sealing, and chemical resistance. Modern formulations specifically designed for mining environments incorporate flame-retardant properties and halogen-free compositions that significantly enhance fire safety.
The technology relies on cross-linked polymer structures that “remember” their original smaller diameter. During manufacturing, the material is expanded and held in that state. When heat is applied during installation, the molecular structure returns to its original configuration, shrinking tightly around the substrate. This memory effect creates a secure, conforming protective layer that maintains its integrity even under the extreme conditions common in mining operations.
Fire Safety Requirements in Mining Environments
Fire safety in mining operations is not merely a regulatory checkbox—it represents a fundamental operational imperative that protects lives, equipment, and business continuity. Underground mines present particularly acute fire risks due to confined spaces, limited evacuation routes, and the presence of combustible materials. When electrical fires occur in these environments, the consequences can be catastrophic.
Traditional cable protection materials containing halogens release toxic, corrosive gases when exposed to fire. These halogenated compounds—including chlorine, fluorine, and bromine—produce hydrochloric acid and other corrosive substances that damage sensitive electronic equipment, impair visibility during evacuation, and pose serious health risks to personnel. The corrosion damage to equipment often exceeds the direct fire damage itself, leading to extended downtime and costly repairs.
Modern halogen-free heat-shrink tubing eliminates these hazards while maintaining equivalent flame retardancy. These materials meet stringent international standards including IEC 61034 for smoke density and various flame-retardancy specifications. When exposed to fire, halogen-free formulations produce minimal smoke and non-toxic combustion products, protecting both personnel and equipment.
Safety regulations in many mining jurisdictions now mandate halogen-free, low-smoke materials for underground electrical installations. These requirements reflect growing recognition that fire safety extends beyond preventing ignition to managing the consequences when fires do occur. Specialized heat-shrink tubing meeting these requirements provides the same protective benefits as standard tubes while dramatically improving safety outcomes during fire incidents.
Material Properties and Performance Characteristics
The performance of heat-shrink tubing in mining applications depends fundamentally on material selection. Cross-linked polyolefin represents the most widely used material for mining applications, offering an optimal balance of properties. The cross-linking process creates molecular bonds that enhance thermal stability, chemical resistance, and mechanical strength while maintaining flexibility across temperature ranges from -60°F to 230°F (-51°C to 110°C).
Cross-linked polyolefin formulations excel in resisting oils, solvents, and chemicals commonly encountered in mining operations. Hydraulic fluids, diesel fuel, lubricants, and mineral processing chemicals that would degrade standard thermoplastics have minimal effect on properly formulated cross-linked materials. This chemical resistance proves essential for equipment operating in wet processing areas, around hydraulic systems, and in environments where chemical exposure is routine.
Flame-retardant formulations incorporate additives that interfere with combustion processes. When exposed to flame, these materials form a protective char layer that insulates underlying material and self-extinguishes once the ignition source is removed. This prevents flames from traveling along wire bundles or entering sensitive equipment—a critical safety feature in confined underground spaces where fire spread must be contained.
Wall thickness significantly impacts protection levels. Standard thin-wall tubing (typically 0.5-1.0mm recovered wall) suits general-purpose applications where mechanical stress is moderate. Heavy-wall variants with wall thicknesses two to three times greater provide enhanced protection for high-wear applications. These thicker walls prove essential for trailing cables on mobile equipment, where cables face repeated mechanical stress, sharp edges, and pinch points. The increased wall thickness also provides superior strain relief at termination points, preventing cable jacket damage that leads to premature failure.
Critical Mining Applications
Mobile Equipment Cable Protection
Mobile mining equipment relies on trailing cables that endure extraordinary abuse. Draglines, shovels, continuous miners, and longwall shearers drag these cables across rock, through mud, and around obstacles hundreds of times per day. The cables must deliver high-voltage power and control signals while withstanding mechanical stress that would destroy unprotected installations within days.
Heat-shrink tubing provides critical protection at cable terminations, splice points, and areas prone to jacket damage. At equipment connection points, heavy-wall heat-shrink tubing protects cable jackets from abrasion while providing strain relief that prevents conductor damage from repeated flexing. The tubing distributes mechanical stress over a larger area, preventing the concentrated stress points that cause jacket cracking and conductor fatigue.
Dual-wall designs with adhesive linings create moisture barriers that prevent water ingress even when cables are submerged or exposed to constant spray. The inner adhesive layer melts during installation, flowing into gaps and irregularities to form a complete environmental seal. This protection proves essential for equipment operating in wet mines or outdoor applications where water exposure is constant.
Underground Fixed Installation Protection
Underground mines require extensive fixed electrical installations for lighting, ventilation, pumping, and conveying systems. These installations often remain in place for years, exposed to moisture, rock dust, and corrosive minerals throughout their service life. Cable protection must maintain integrity over extended periods without maintenance access.
Heat-shrink tubing protects cable splices and terminations in these installations, creating sealed connections that prevent moisture ingress and contamination. The tubing conforms to irregular geometries around connectors and junction boxes, providing protection that rigid conduit systems cannot match. For installations in areas with explosive dust or gas concentrations, halogen-free flame-retardant heat-shrink tubing meets stringent hazardous area requirements while maintaining protective properties.
The low-smoke, halogen-free characteristics become particularly critical in underground applications. In the confined spaces of underground mines, smoke generation during fire incidents directly impacts evacuation success. Materials meeting IEC 61034 standards for low smoke density maintain visibility during emergency egress, potentially saving lives during critical moments.
Ventilation and Dewatering System Cables
Mining ventilation and dewatering systems operate continuously, often in the harshest areas of the mine. Ventilation fans may be located in intake airways exposed to weather or in return airways carrying contaminated air. Dewatering pumps operate in sumps filled with water containing dissolved minerals and suspended solids.
Cables serving this equipment require protection against both environmental exposure and mechanical damage. Heat-shrink tubing with enhanced chemical resistance protects against mineral-laden water that causes accelerated corrosion of standard materials. The sealed protection prevents wicking of moisture along cable conductors—a common failure mode that leads to ground faults and equipment shutdown.
For submersible pump cables, dual-wall adhesive-lined heat-shrink tubing provides the waterproof protection necessary for reliable operation. The adhesive lining creates a complete moisture barrier that prevents water from reaching conductors even when the outer cable jacket is damaged. This protection extends cable service life significantly in these demanding applications.
Comparative Analysis: Heat-Shrink Tubing vs. Alternative Protection Methods
| Protection Method | Installation Time | Mechanical Protection | Moisture Sealing | Chemical Resistance | Fire Safety | Cost Effectiveness |
|---|---|---|---|---|---|---|
| Heat-Shrink Tubing | Fast (minutes) | Excellent | Excellent (dual-wall) | Excellent | Flame-retardant available | High |
| Tape Wrapping | Slow (labor-intensive) | Moderate | Poor | Moderate | Limited | Low |
| Rigid Conduit | Very slow | Excellent | Good | Excellent | Non-combustible | Low (high labor) |
| Flexible Conduit | Moderate | Good | Moderate | Good | Varies | Moderate |
| Potting Compounds | Slow (cure time) | Excellent | Excellent | Excellent | Varies | Moderate |
Heat-shrink tubing offers distinct advantages over alternative protection methods in mining applications. Compared to tape wrapping, heat-shrink tubing installs faster, provides superior mechanical protection, and creates a sealed barrier against moisture and contaminants. Tape wraps require extensive labor, often unravel under mechanical stress, and provide minimal moisture protection.
Rigid conduit systems offer excellent mechanical protection but require significantly more installation time and cannot accommodate the flexibility needed for mobile equipment cables. The rigid nature prevents use in applications where cables must flex repeatedly. Installation costs for conduit systems typically exceed heat-shrink tubing by factors of three to five when labor is included.
Flexible conduit provides some advantages over rigid systems but still requires more installation time than heat-shrink tubing and adds significant weight and bulk to cable assemblies. For mobile equipment where cable weight and flexibility matter, heat-shrink tubing presents a superior solution.
Potting compounds create excellent environmental seals but require cure time that extends installation schedules and cannot be easily removed for inspection or repair. Heat-shrink tubing can be cut away for troubleshooting and replaced, supporting maintenance activities that potted connections make difficult or impossible.
Material Selection Guide for Mining Applications
| Application Type | Recommended Material | Wall Thickness | Key Features | Temperature Rating |
|---|---|---|---|---|
| Mobile equipment trailing cables | Cross-linked polyolefin, heavy-wall | 3-5mm | Abrasion resistance, flexibility | -55°C to +125°C |
| Underground fixed installations | Halogen-free, flame-retardant | 1.5-3mm | Low smoke, non-toxic | -40°C to +105°C |
| Submersible pump cables | Dual-wall with adhesive | 2-4mm | Waterproof seal, chemical resistance | -40°C to +110°C |
| Hazardous area installations | Halogen-free, certified | 1.5-3mm | IEC 61034 compliant, flame-retardant | -40°C to +105°C |
| Surface equipment in extreme climates | UV-stabilized polyolefin | 1.5-2.5mm | UV resistance, wide temperature range | -60°C to +135°C |
Proper material selection requires matching tubing properties to specific application demands. For mobile equipment trailing cables subjected to severe mechanical abuse, heavy-wall cross-linked polyolefin tubing with wall thickness of 3-5mm provides the necessary durability. The increased thickness resists abrasion, provides strain relief, and withstands the repeated flexing these cables endure.
Underground fixed installations in areas requiring low fire hazard materials demand halogen-free, flame-retardant formulations meeting IEC 61034 standards. These materials prioritize fire safety characteristics while maintaining adequate mechanical protection for stationary installations where extreme abrasion is less common.
Submersible applications require dual-wall constructions with adhesive linings that create waterproof seals. The adhesive layer prevents moisture ingress even when outer cable jackets are compromised, protecting conductors from water-induced failures. Chemical resistance becomes critical in these applications due to exposure to mineral-laden water and processing chemicals.
Surface equipment exposed to sunlight requires UV-stabilized formulations that resist degradation from ultraviolet radiation. Standard polyolefin materials degrade under prolonged UV exposure, becoming brittle and cracking. UV-stabilized formulations maintain flexibility and protective properties for years in outdoor installations.
Installation Best Practices for Mining Environments
Proper installation technique determines whether heat-shrink tubing delivers its full protective potential or fails prematurely. Surface preparation represents the critical first step. Cable surfaces must be clean, dry, and free from oils, dust, or corrosion products. In mining environments where cables are often contaminated with rock dust, hydraulic oil, or mud, thorough cleaning with appropriate solvents becomes essential.
For optimal adhesion and sealing, particularly with dual-wall adhesive-lined tubing, cable surfaces should be abraded lightly to remove oxidation and improve adhesive bonding. This step proves especially important for older cables with weathered jackets or cables that have been exposed to oils that leave residues even after solvent cleaning.
Tubing size selection follows the principle that heat-shrink tubing should recover at least 10-20% to reduce stress and yield the longest service life. Insufficient recovery leaves gaps that compromise environmental sealing and reduce mechanical protection. Excessive recovery creates stress that can damage underlying cable jackets or cause the tubing itself to split during shrinking.
Heat application requires controlled, even heating to achieve proper shrinkage without damaging the tubing or underlying cable. Propane or butane torches work well but require care to avoid overheating. Heat guns provide more controlled heating for smaller installations. The heating process should begin at one end and progress steadily toward the other, working circumferentially around the cable to ensure even shrinkage. Overheating causes discoloration, bubbling, or splitting; underheating results in incomplete shrinkage and poor adhesive flow in dual-wall products.
For dual-wall adhesive-lined tubing, proper heating continues until adhesive appears at both ends of the tubing, confirming complete adhesive melt and flow. This visual confirmation ensures the moisture seal is complete. In cold environments, preheating cables and tubing improves installation success, as cold materials resist proper shrinkage and adhesive flow.
Regulatory Compliance and Industry Standards
Mining operations must navigate complex regulatory frameworks governing electrical safety, fire protection, and worker safety. Heat-shrink tubing used in mining applications should carry appropriate certifications demonstrating compliance with applicable standards. Understanding these requirements ensures material selection meets both regulatory obligations and operational safety needs.
IEC 61034 specifies test methods for measuring smoke density from cables and cable accessories during combustion. Materials meeting this standard produce limited smoke, maintaining visibility during fire incidents—a critical safety factor in underground mines where evacuation routes are confined. Halogen-free heat-shrink tubing designed for mining applications typically meets IEC 61034 requirements, producing smoke density well below the standard’s limits.
Flame retardancy standards vary by jurisdiction and application. IEC 60332-1 addresses flame propagation for single vertical insulated wires or cables, while IEC 60332-3 covers vertical flame propagation for bunched cables. Mining installations often specify materials meeting these standards to prevent fire spread along cable runs.
UL recognition provides certification for North American markets, with various UL standards addressing flame retardancy, temperature ratings, and voltage ratings. Mining operations in the United States and Canada often require UL-recognized materials for electrical installations.
ATEX and IECEx certifications address equipment used in potentially explosive atmospheres. While heat-shrink tubing itself typically does not require these certifications, materials used in hazardous areas must not introduce ignition sources or compromise the protection levels of certified equipment. Halogen-free, flame-retardant heat-shrink tubing supports compliance by eliminating materials that could contribute to fire or explosion risks.
Documentation of material certifications and installation records supports regulatory compliance and facilitates audits. Mining operations should maintain records of heat-shrink tubing specifications, installation dates, and inspection results as part of their electrical safety management systems.
Cost-Benefit Analysis and Return on Investment
Heat-shrink tubing represents a modest upfront investment that delivers substantial returns through reduced downtime, extended cable life, and improved safety outcomes. Understanding the economic case for quality cable protection helps justify material selection decisions and supports operational excellence.
Cable failures in mining operations carry costs far exceeding the cable replacement expense itself. Production losses during unplanned downtime typically measure in thousands to tens of thousands of dollars per hour, depending on operation scale. Emergency repairs require premium labor rates and may necessitate production shutdowns affecting multiple systems. The total cost of a cable failure often exceeds the original cable cost by factors of ten to one hundred when all impacts are considered.
Heat-shrink tubing extends cable service life by protecting against the primary failure mechanisms: mechanical damage, moisture ingress, and chemical degradation. Trailing cables on mobile equipment that might last six months without protection can operate for two to three years with proper heat-shrink protection at terminations and high-wear points. This life extension reduces both material costs and the labor required for cable replacement.
The sealed protection provided by dual-wall adhesive-lined heat-shrink tubing prevents moisture-related failures that account for a significant portion of underground cable problems. Ground faults caused by moisture ingress create safety hazards, trigger protective device operation, and require troubleshooting time to locate and repair. Preventing these failures through proper cable protection eliminates the associated costs and safety risks.
Fire safety benefits, while harder to quantify, represent significant value. A single underground fire can result in fatalities, extensive equipment damage, mine closure during investigation and remediation, regulatory penalties, and reputational damage. The incremental cost of halogen-free, flame-retardant heat-shrink tubing over standard materials measures in dollars per installation, while the potential costs avoided measure in millions.
Maintenance and Inspection Considerations
Heat-shrink tubing provides long-term protection with minimal maintenance requirements, but periodic inspection ensures continued effectiveness and identifies potential issues before failures occur. Incorporating heat-shrink tubing inspection into routine electrical maintenance programs maximizes protection value and supports proactive failure prevention.
Visual inspection represents the primary maintenance activity. Inspectors should look for signs of mechanical damage including cuts, abrasions, or deformation that might compromise protection. Discoloration may indicate overheating from excessive electrical current or nearby heat sources. Cracking or splitting suggests material degradation from UV exposure, chemical attack, or exceeding temperature ratings.
For mobile equipment cables, inspection should focus on high-wear areas where cables contact equipment, pass through cable guides, or experience repeated flexing. These locations experience the most severe service conditions and represent the most likely failure points. Early detection of tubing damage allows repair or replacement before underlying cable damage occurs.
Thermal imaging during operation can identify hot spots indicating poor connections, excessive current, or inadequate heat dissipation. Heat-shrink tubing itself provides some thermal insulation, so connections protected by tubing may run slightly warmer than exposed connections. However, significant temperature differences compared to similar protected connections suggest problems requiring investigation.
In underground installations, moisture presence around heat-shrink protected connections indicates seal failure. Water staining, mineral deposits, or corrosion on adjacent surfaces suggest that moisture has penetrated the protection. These signs warrant immediate attention, as moisture ingress accelerates cable degradation and increases ground fault risk.
Replacement of damaged heat-shrink tubing follows the same installation procedures as original installation. Damaged tubing is cut away, cable surfaces are cleaned and prepared, and new tubing is installed following proper sizing and heating procedures. The ability to remove and replace heat-shrink tubing supports maintainability compared to permanent protection methods like potting compounds.
Future Trends and Emerging Technologies
Heat-shrink tubing technology continues evolving to meet changing mining industry needs. Several emerging trends promise enhanced performance, improved safety, and new application possibilities for cable protection in mining environments.
Smart materials incorporating condition monitoring capabilities represent an exciting development direction. Researchers are developing heat-shrink tubing with embedded sensors that monitor temperature, moisture, or mechanical stress. These smart materials could provide early warning of developing problems, enabling predictive maintenance that prevents failures rather than responding to them. While still largely in development, such technologies could transform cable management from reactive to proactive.
Enhanced flame-retardant formulations continue improving fire safety performance. New additive systems provide equivalent or better flame retardancy with reduced environmental impact and improved mechanical properties. These advanced formulations maintain the halogen-free characteristics essential for mining safety while offering enhanced flexibility, chemical resistance, or temperature capabilities.
Sustainability considerations are driving development of heat-shrink tubing from renewable or recycled materials. While maintaining the performance characteristics essential for mining applications, these materials reduce environmental impact and support corporate sustainability goals. As mining companies face increasing pressure to demonstrate environmental responsibility, sustainable cable protection materials offer one avenue for improvement.
Improved installation technologies make heat-shrink tubing application faster and more reliable. Induction heating systems provide controlled, even heating without open flames, improving safety and consistency in underground installations. Portable heating equipment designed specifically for mining applications enhances installation quality while reducing time requirements.
Frequently Asked Questions
Q: What is the typical service life of heat-shrink tubing in mining applications?
A: Service life varies significantly based on application severity and material selection. In moderate environments with proper material selection, heat-shrink tubing can last 5-10 years or more. High-wear applications like mobile equipment trailing cables may require replacement every 1-3 years at stress points, though this still represents substantial improvement over unprotected cables. UV-stabilized formulations in outdoor applications maintain properties for 7-10 years under direct sunlight exposure.
Q: Can heat-shrink tubing be installed on energized cables?
A: No. Heat-shrink tubing installation requires heating the tubing to 120-150°C, which poses serious safety risks on energized cables. All cables must be de-energized, locked out, and tested to confirm zero voltage before beginning installation. This requirement applies regardless of voltage level and represents a fundamental safety practice.
Q: How do I select the correct heat-shrink tubing size?
A: Measure the largest diameter the tubing must fit over before shrinking (typically a connector or splice), and the smallest diameter it must shrink down to (typically the cable jacket). Select tubing with an as-supplied diameter at least 20-30% larger than the largest diameter, and a recovered diameter that will shrink at least 10-20% beyond the smallest diameter. This ensures the tubing fits over components during installation and provides adequate recovery for secure protection.
Q: What is the difference between single-wall and dual-wall heat-shrink tubing?
A: Single-wall tubing consists of a single layer of heat-shrinkable material providing mechanical protection and insulation. Dual-wall tubing features an outer heat-shrinkable layer and an inner adhesive layer that melts during installation. The adhesive flows to fill gaps and irregularities, creating a waterproof seal. Dual-wall tubing costs more but provides superior environmental protection essential for moisture-prone applications like submersible cables or outdoor installations.
Q: Are halogen-free materials as effective as traditional flame-retardant formulations?
A: Yes. Modern halogen-free flame-retardant heat-shrink tubing achieves equivalent flame retardancy to traditional halogenated materials while offering superior safety through reduced smoke generation and non-toxic combustion products. Halogen-free materials meet the same international flame retardancy standards (IEC 60332 series) as traditional formulations. The primary difference lies in fire behavior—halogen-free materials produce less smoke and no corrosive gases, making them safer for personnel and equipment during fire incidents.
Q: Can damaged heat-shrink tubing be repaired, or must it be completely replaced?
A: Minor damage can sometimes be repaired by installing a second layer of heat-shrink tubing over the damaged area, provided the underlying cable remains undamaged. However, significant damage, splits, or situations where moisture has already penetrated to the cable require complete replacement. The damaged tubing is cut away, the cable surface cleaned and dried, and new tubing installed following proper procedures. The removability of heat-shrink tubing represents a significant advantage over permanent protection methods.
