Heat Shrink Tubes for Industrial Electrical Wiring Systems

Industrial electrical systems fail most often at the connection, not the conductor. A crimped lug, a soldered splice, or a terminal block joint is only as reliable as the protection wrapped around it, and that is where heat shrink tubes do their quiet, essential work. Used across power distribution panels, motor control centers, machine wiring harnesses, and outdoor switchgear, heat shrink tubing insulates, seals, and mechanically reinforces every joint it covers, turning a vulnerable splice into a connection that can survive decades of vibration, moisture, and thermal cycling.
At WILLELE Electric, a B2B manufacturer of electrical components and wiring accessories, heat shrink tubes are engineered specifically for the demands of industrial environments rather than light consumer use. Plants in North America, Europe, and Southeast Asia specify heat shrink tubing that meets UL, CSA, RoHS, and IEC standards, and procurement teams increasingly treat tube selection as a technical decision rather than a commodity purchase. This guide walks through how heat shrink tubes work, how to choose the right type for an industrial wiring job, and what separates a tube that lasts from one that cracks within a maintenance cycle.
What Heat Shrink Tubes Actually Do
A heat shrink tube is a thermoplastic sleeve, typically cross-linked polyolefin, PVC, or a fluoropolymer, that is manufactured in an expanded state and shrinks radially when heated. Applied over a cable joint, terminal, or bundle of conductors and heated with a heat gun or an infrared oven, the tube contracts to roughly half or a quarter of its expanded diameter, gripping the substrate tightly and conforming to irregular shapes such as crimped connectors or stepped cable diameters.
That contraction does three jobs at once. First, it restores dielectric insulation across a joint where the original cable insulation has been stripped or interrupted. Second, it forms a mechanical barrier against abrasion, chemical exposure, and physical impact, extending the working life of a connection well beyond what electrical tape or heat-shrink caps alone can provide. Third, on adhesive-lined tubes, it creates an environmental seal: the inner hot-melt adhesive liner melts and flows during shrinking, filling gaps and bonding to the cable jacket to keep out moisture, dust, and corrosive vapors.
Material Types and How They Compare
Not every heat shrink tube belongs in an industrial panel. Material chemistry determines temperature range, chemical resistance, and mechanical toughness, and picking the wrong grade is one of the most common causes of premature insulation failure on a plant floor.
| Material | Typical Temp. Range | Shrink Ratio | Key Strength | Best Industrial Use |
|---|---|---|---|---|
| Polyolefin | -55°C to 135°C | 2:1 to 3:1 | Balanced flexibility, cost, insulation | General panel wiring, harnesses, control cabinets |
| PVC | -20°C to 85°C | 2:1 | Low cost, easy handling | Light-duty indoor wiring, non-critical bundling |
| Fluoropolymer (FEP/PVDF) | -55°C to 175°C+ | 2:1 to 4:1 | Chemical and high-heat resistance | Chemical plants, aerospace-adjacent industrial gear |
| Dual-Wall Adhesive-Lined | -40°C to 125°C | 3:1 to 4:1 | Environmental sealing, strain relief | Outdoor switchgear, marine, buried or wet connections |
Polyolefin remains the default choice for the majority of industrial wiring because it holds dielectric strength above 15 kV/mm while staying flexible enough for tight cabinet routing. Fluoropolymer tubing costs more but earns its price in environments with solvent exposure or continuous high-temperature operation, such as furnace controls or chemical processing lines. Dual-wall adhesive-lined tubing, meanwhile, is the standard for anything installed outdoors or exposed to washdown, since the melted adhesive liner closes gaps that single-wall tubing cannot.
Single-Wall vs. Dual-Wall: Choosing the Right Construction
Beyond raw material, the construction of the tube, single-wall versus dual-wall, determines whether a connection is simply insulated or fully sealed against the environment.
| Feature | Single-Wall Heat Shrink | Dual-Wall (Adhesive-Lined) Heat Shrink |
|---|---|---|
| Structure | One layer of cross-linked polymer | Outer polymer wall + inner hot-melt adhesive liner |
| Primary function | Electrical insulation, color coding, bundling | Insulation plus moisture and chemical sealing |
| Environmental sealing | Minimal; gaps possible at ends | Full seal at both ends once adhesive flows |
| Typical setting | Dry panels, indoor harnesses | Outdoor enclosures, underground vaults, marine wiring |
| Relative cost | Lower | Moderate to higher |
| Installation care | Standard heat gun pass | Requires full wet-out of adhesive for a proper seal |
Facility engineers specifying wiring for outdoor substations, wind turbine nacelles, or dockside equipment consistently move to dual-wall construction, because a single-wall tube left with an open end at a splice will eventually let condensation track along the conductor. Indoors, in a climate-controlled control room, single-wall polyolefin is usually sufficient and more economical at volume.
Cross-Section: How the Seal Forms
Understanding what happens inside the tube during shrinking helps explain why installation technique matters as much as material selection.
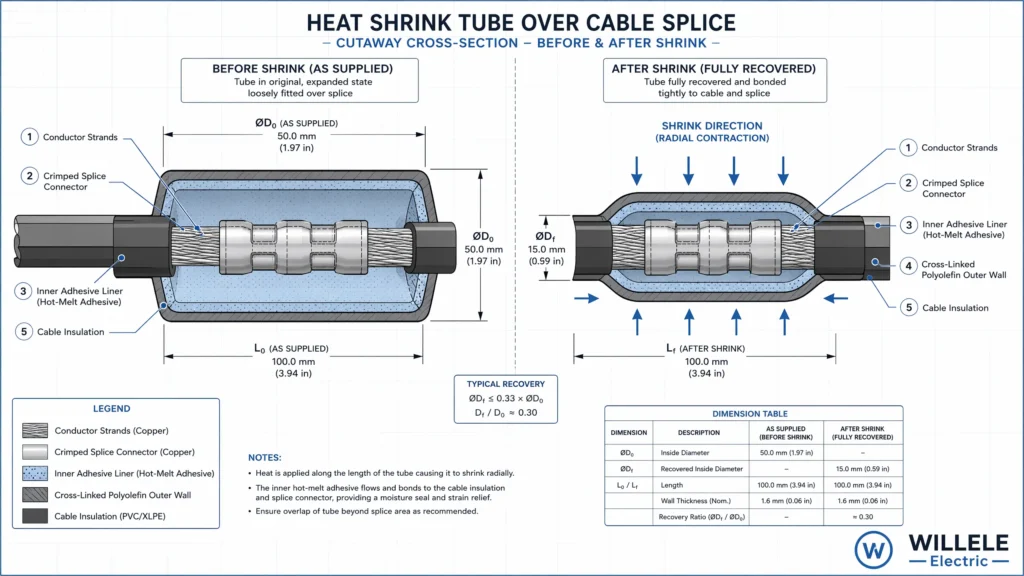
Cross-section illustration of a WILLELE dual-wall heat shrink tube before and after recovery, showing the conductor, crimped splice, inner adhesive liner, and cross-linked polyolefin outer wall.
Before heating, the tube’s inner diameter is deliberately larger than the cable or splice it will cover, allowing easy slide-on installation even over bulky crimped lugs. As heat is applied evenly, the polymer’s cross-linked molecular structure, set during manufacturing through electron-beam or chemical cross-linking, drives the material back toward its original, smaller extruded diameter. On adhesive-lined tubes, the inner liner reaches its melt point slightly before the outer wall finishes shrinking, so the adhesive is squeezed outward and fills any irregular gaps around the splice before the assembly cools and locks in place.
Industry Applications Across Wiring Systems
Industrial heat shrink tubing shows up anywhere a wired connection has to survive real-world stress rather than a lab bench. Power distribution and switchgear manufacturers use it to terminate busbar connections and insulate splices inside medium-voltage cabinets, where dielectric failure risks arc flash. Motor and generator OEMs rely on it to protect lead wire terminations subject to constant vibration. Renewable energy installers, particularly in solar farms and wind turbine towers, depend on UV-stabilized and dual-wall grades to seal connections exposed to weather for twenty-plus years. Rail and transit manufacturers select flame-retardant, low-smoke formulations to meet fire safety codes inside passenger cars, while marine and offshore operators specify tubing rated for salt-fog resistance and continuous humidity.
Across all of these sectors, the buying pattern is similar: procurement teams request documentation, UL 224 recognition, RoHS compliance certificates, and sometimes MIL-SPEC references, before locking in a supplier for volume orders, because a failed batch of tubing discovered after installation is far more expensive than the tubing itself.
Installation Practices That Determine Long-Term Reliability
Even premium heat shrink tubing underperforms if installed poorly. A few practices separate a connection that lasts from one that fails within a year of service.
- Strip and clean the conductor fully before sliding the tube into place; oxidation or residual insulation under the tube compromises both the adhesive bond and the electrical seal.
- Size the tube so its unshrunk inner diameter comfortably clears the largest feature of the joint, typically the crimped lug or connector body, while still shrinking down tight against the cable jacket.
- Apply heat evenly, moving the heat gun in a steady sweeping motion rather than holding it stationary, to avoid scorching one side while leaving the opposite side under-shrunk.
- On adhesive-lined tubing, continue heating until adhesive is visibly flowing and forming a smooth fillet at both open ends, not just until the outer wall looks tight.
- Allow the tube to cool undisturbed before flexing or routing the cable, since the adhesive needs a moment to set before it can resist mechanical stress.
- Maintain a minimum overlap, generally 25 mm, onto the existing cable insulation on both sides of the splice to prevent moisture tracking at the tube’s edge.
Skipping any of these steps is a common root cause of the “mystery” connection failures that show up during preventive maintenance inspections months after installation, long after the original installer has moved on to another job.
Why B2B Buyers Choose WILLELE Electric
WILLELE Electric manufactures heat shrink tubes specifically for industrial and OEM buyers who need consistent quality across large production runs, not one-off retail packs. Production covers polyolefin, PVC, fluoropolymer, and dual-wall adhesive-lined constructions, tested to UL 224, RoHS, and REACH requirements, with documentation available for procurement and quality teams. Ready-to-ship inventory and streamlined logistics support customers across North America, Europe, and Asia-Pacific who need dependable lead times for solar, EV, rail, and general industrial wiring programs. For engineering teams working from a bill of materials or a sample connector, WILLELE’s technical team matches tube diameter, shrink ratio, and material grade to the application before a bulk order is placed, reducing the risk of a mismatched spec reaching the production line.
Frequently Asked Questions
What shrink ratio should I choose for an industrial cable splice? A 2:1 ratio covers most standard splices where the connector diameter is close to the cable’s finished diameter. For crimped lugs or connectors with a noticeably larger profile than the cable itself, a 3:1 or 4:1 ratio accommodates the size difference without requiring a custom-cut tube.
Is dual-wall heat shrink tubing necessary for indoor panels? Not usually. Indoor, climate-controlled panels rarely face the moisture exposure that justifies the added cost of adhesive-lined tubing, so single-wall polyolefin is typically adequate unless the panel is in a washdown or high-humidity area.
What temperature is required to properly shrink industrial-grade tubing? Most polyolefin tubing recovers fully between 90°C and 120°C, applied with a heat gun set for even, moving heat rather than a fixed hot spot. Fluoropolymer grades may require higher recovery temperatures, so checking the manufacturer’s datasheet before installation is recommended.
How can I verify a heat shrink connection was installed correctly? Inspect for uniform contact around the entire circumference with no visible gaps or bubbling, and on adhesive-lined tubes, confirm a smooth adhesive fillet is visible at both open ends. A gentle pull test and, for energized circuits, a thermal imaging check can confirm both mechanical and electrical integrity.
