Heat Shrink Sleeve Applications in Wind Turbine Systems

Introduction
The global wind energy sector has experienced exponential growth over the past decade, with installed capacity exceeding 900 GW worldwide. As wind turbines become larger, more powerful, and increasingly deployed in harsh offshore environments, the demand for reliable electrical protection solutions has never been more critical. Among the most essential components ensuring long-term operational integrity are heat shrink sleeves—engineered thermoplastic systems that provide comprehensive cable protection, insulation, and environmental sealing in one of the world’s most demanding industrial applications.
Heat shrink technology represents a cornerstone of modern wind turbine electrical systems. From nacelle wiring harnesses to high-voltage cable terminations and blade lightning protection systems, heat shrink sleeves deliver multi-layered protection against moisture ingress, mechanical abrasion, UV degradation, and extreme temperature fluctuations. For B2B electrical equipment manufacturers and wind farm operators, understanding the specific applications, material requirements, and installation best practices for heat shrink solutions is fundamental to maximizing turbine uptime and minimizing costly maintenance interventions.
This comprehensive guide explores the critical role of heat shrink sleeves in wind turbine systems, examining material science considerations, application-specific requirements, and emerging trends shaping the renewable energy protection landscape.
Understanding Heat Shrink Technology in Wind Energy Context
Heat shrink sleeves are cross-linked polymer tubes engineered to contract radially when exposed to controlled heat, typically between 90°C and 150°C depending on material composition. The cross-linking process—achieved through electron beam or chemical treatment—creates molecular bonds that provide “memory” to the material, allowing it to return to its original extruded diameter upon heating. This fundamental property enables heat shrink to conform tightly to irregular surfaces, creating hermetic seals around cable splices, terminations, and connectors.
In wind turbine applications, heat shrink sleeves must perform under uniquely challenging conditions. Turbines operate continuously in environments characterized by extreme temperature cycling (from -40°C in Arctic installations to +80°C in desert climates), constant mechanical vibration from rotor operation, UV exposure at tower heights exceeding 100 meters, and—in offshore installations—relentless saltwater spray and humidity. Standard electrical insulation materials often fail prematurely under these combined stresses, making specialized heat shrink formulations essential.
Modern wind turbine heat shrink systems typically employ polyolefin, elastomeric, or fluoropolymer base materials, each selected for specific performance characteristics. Polyolefin heat shrink offers excellent general-purpose insulation with operating ranges from -55°C to +125°C, making it suitable for nacelle internal wiring and control systems. Elastomeric formulations provide superior flexibility and resistance to diesel fuel and hydraulic fluids—critical for pitch and yaw system protection. Fluoropolymer heat shrink, while more expensive, delivers unmatched chemical resistance and continuous operating temperatures up to +200°C for high-stress applications.
Critical Application Areas in Wind Turbine Systems
Power Cable Terminations and Splices
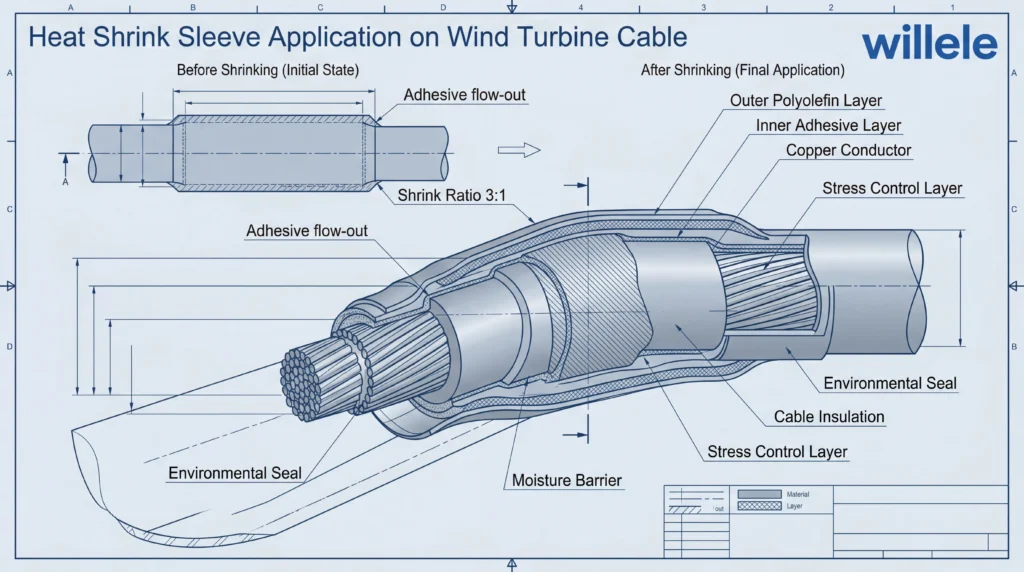
The primary power transmission path in a wind turbine—from generator through nacelle, down the tower, and into the collection grid—represents the most critical application for heat shrink technology. Medium-voltage cables (typically 11kV to 33kV) require multi-layer heat shrink termination kits that provide stress control, primary insulation, and environmental sealing. These kits consist of semiconductive stress control tubes that manage electric field distribution at the cable shield cutback point, followed by primary insulation layers and outer environmental protection sleeves.
Heat shrink terminations offer significant advantages over traditional cold-shrink or tape-wrapped systems in wind applications. The heat-activated adhesive lining creates a moisture-impermeable barrier that prevents water treeing—a primary failure mechanism in medium-voltage systems exposed to humidity. Installation reliability is enhanced through visual confirmation of proper shrinkage, and the resulting termination withstands the continuous vibration transmitted through tower structures without mechanical degradation. For offshore wind farms, where cable replacement costs can exceed $50,000 per turbine due to vessel mobilization requirements, heat shrink termination reliability directly impacts project economics.
Cable Protection Against Mechanical Wear
Wind turbine cables experience unique mechanical stresses absent in stationary electrical installations. The nacelle yaw system rotates the entire turbine housing up to 720 degrees to track wind direction, creating torsional stress in cable loops. Blade pitch systems adjust blade angles hundreds of times daily, subjecting pitch motor cables to continuous flexing. Without adequate protection, cable insulation abrases against tower walls, cable trays, and adjacent conductors, leading to insulation failure and costly downtime.
Heavy-wall heat shrink sleeves with abrasion-resistant outer layers provide essential mechanical armor for these high-wear zones. Dual-wall constructions combine a tough polyolefin outer layer (typically 1.5mm to 3mm wall thickness after shrinking) with an inner adhesive layer that bonds to cable jackets, preventing sleeve migration under mechanical stress. In critical torsion zones, specialized braided heat shrink incorporating aramid fiber reinforcement can extend cable service life by 300% compared to unprotected installations. The investment in proper heat shrink protection—typically $200-500 per cable loop—is negligible compared to the $15,000-30,000 cost of emergency cable replacement including crane rental and production losses.
Environmental Sealing for Offshore Applications
Offshore wind installations represent the most demanding environment for electrical protection systems. Constant saltwater spray, humidity levels approaching 100%, and temperature cycling from solar heating create conditions that rapidly degrade conventional cable systems. Corrosion of cable shields and connector bodies can compromise system grounding, while moisture ingress into splice points creates leakage currents and eventual insulation breakdown.
Adhesive-lined heat shrink sleeves engineered specifically for marine environments incorporate corrosion inhibitors and UV stabilizers in their formulations. The hot-melt adhesive lining—typically ethylene vinyl acetate (EVA) or polyamide-based—flows during heat application to fill microscopic voids and create a watertight seal rated to IP68 standards. For subsea cable interfaces at turbine foundations, heavy-wall heat shrink boots with extended gel-filled sections provide transition protection between dynamic and static cable sections. Field experience from North Sea installations demonstrates that proper heat shrink environmental sealing can extend offshore cable system life from 10-15 years to beyond 25 years—approaching the design life of the turbines themselves.
Sensor and Control System Protection
Modern wind turbines incorporate hundreds of sensors monitoring blade strain, bearing temperature, vibration levels, wind speed, and power quality. These sensor cables—typically low-voltage signal lines—are vulnerable to electromagnetic interference (EMI) from the high-power generator and converter systems. Additionally, sensor failures can trigger turbine shutdowns, making their protection critical to availability metrics.
Thin-wall heat shrink tubing (0.3mm to 0.6mm wall thickness) provides cost-effective insulation and strain relief for sensor terminations while maintaining the small bend radii required in confined nacelle spaces. Metallized heat shrink with conductive inner layers offers EMI shielding for critical measurement circuits, preventing false readings that could trigger unnecessary shutdowns. Color-coded heat shrink in standardized schemes (following IEC 60757 or custom wind farm specifications) enables rapid circuit identification during maintenance, reducing troubleshooting time by up to 40% compared to unmarked installations.
Material Selection and Performance Requirements
Selecting appropriate heat shrink materials for wind turbine applications requires balancing multiple performance parameters against cost constraints. The following table summarizes key material options and their typical application areas:
| Material Type | Operating Temp Range | Key Advantages | Typical Applications | Relative Cost |
|---|---|---|---|---|
| Polyolefin (Standard) | -55°C to +125°C | Cost-effective, good electrical properties, flame retardant | General nacelle wiring, control circuits, low-stress areas | 1.0x (baseline) |
| Polyolefin (Adhesive-lined) | -55°C to +110°C | Moisture seal, strain relief, vibration resistance | Cable splices, environmental transitions, yaw/pitch cables | 1.8x |
| Elastomeric | -75°C to +175°C | Extreme flexibility, fuel/oil resistance, low-temp performance | Hydraulic system proximity, Arctic installations, dynamic flexing | 2.5x |
| Fluoropolymer (PTFE/FEP) | -200°C to +200°C | Chemical inertness, highest temp rating, low friction | Generator proximity, high-temp zones, chemical exposure areas | 4.5x |
| Heavy-Wall Dual Layer | -55°C to +125°C | Mechanical protection, abrasion resistance, impact protection | Tower cable loops, torsion zones, high-wear areas | 2.2x |
Beyond base material selection, several critical performance specifications must be verified for wind turbine applications. Dielectric strength—typically required at 15-20 kV/mm for medium-voltage applications—ensures adequate insulation margin under transient overvoltage conditions. Shrink ratio (commonly 2:1, 3:1, or 4:1) determines the range of cable sizes a single heat shrink part number can accommodate, affecting inventory complexity. Longitudinal shrinkage (ideally less than 5%) prevents gap formation during installation that could compromise environmental sealing.
UV resistance specifications are particularly critical for external tower-mounted cables and transition points where heat shrink may be exposed to direct sunlight. Carbon black loading of 2-3% by weight provides effective UV stabilization for polyolefin materials, enabling 20+ year outdoor service life. For offshore applications, salt fog testing per ASTM B117 (minimum 1000 hours without degradation) verifies corrosion resistance of both the heat shrink material and any metallic components in termination kits.
Installation Best Practices and Quality Assurance
Proper installation technique is as critical as material selection in achieving long-term heat shrink performance. Wind turbine environments present unique installation challenges, including work at height, confined nacelle spaces, and weather exposure during construction. Establishing and following standardized installation procedures minimizes field failures and ensures consistent quality across multi-turbine projects.
Surface preparation represents the foundation of reliable heat shrink installation. Cable surfaces must be clean, dry, and free from sharp edges that could puncture the heat shrink during application or service. For spliced joints, semiconductive shield cutbacks must be smoothed with abrasive cloth to eliminate stress concentration points. Moisture presence during installation—common in offshore environments—can be trapped under adhesive-lined heat shrink, creating long-term reliability issues. When ambient humidity exceeds 85%, pre-warming cables with heat guns or using moisture-displacing primers ensures proper adhesive bonding.
Heat application technique significantly impacts final heat shrink performance. Propane or butane torches with soft-flame tips remain the most common heat source for field installation, offering portability and rapid heating. However, torch application requires skill to avoid overheating—indicated by discoloration, bubbling, or material degradation. The recommended technique involves starting at the center of the heat shrink sleeve and working toward both ends in a spiral pattern, maintaining the torch 6-8 inches from the surface and moving continuously to distribute heat evenly. For critical medium-voltage terminations, hot air tools with temperature control (typically set to 120-150°C) provide more consistent results and eliminate the risk of flame damage.
Quality assurance verification should be performed on every installation. Visual inspection confirms complete shrinkage (no wrinkles or air gaps), proper adhesive flow-out at sleeve ends (visible as a thin bead), and absence of damage or contamination. For adhesive-lined heat shrink, the “thumbnail test”—attempting to rotate the cooled sleeve around the cable—verifies adequate bonding; properly installed sleeves should not rotate. On critical medium-voltage terminations, high-voltage testing at 80% of rated voltage for 5 minutes provides electrical verification before energization. Documentation including installation date, technician identification, and material lot numbers enables traceability for long-term reliability analysis.
Comparative Analysis: Heat Shrink vs. Alternative Technologies
Wind turbine cable protection can be achieved through several competing technologies, each with distinct advantages and limitations. Understanding these trade-offs enables informed specification decisions based on specific application requirements and project constraints.
| Protection Method | Installation Time | Environmental Seal | Vibration Resistance | Rework Capability | Typical Lifespan | Cost Index |
|---|---|---|---|---|---|---|
| Heat Shrink (Adhesive-lined) | 15-20 min | Excellent (IP68) | Excellent | Difficult (destructive) | 20-25 years | 1.0x |
| Cold Shrink | 5-10 min | Good (IP67) | Good | Impossible (destructive) | 15-20 years | 1.3x |
| Tape Wrap Systems | 30-45 min | Fair (IP54) | Poor (loosens over time) | Easy (removable) | 5-10 years | 0.6x |
| Molded Rubber Boots | 10-15 min | Excellent (IP68) | Excellent | Impossible (bonded) | 20-25 years | 2.5x |
| Liquid Sealants | 20-30 min + cure | Good (IP65) | Fair (can crack) | Moderate (solvent removal) | 10-15 years | 0.8x |
Heat shrink technology offers the optimal balance of performance, cost, and installation reliability for most wind turbine applications. While cold shrink systems provide faster installation—valuable in offshore environments where weather windows are limited—they lack the visual installation confirmation and conformability of heat shrink, particularly on irregular surfaces. Tape wrap systems, though lowest in material cost, require skilled technicians to achieve adequate results and demonstrate poor long-term reliability under vibration and temperature cycling.
The primary limitation of heat shrink technology is the difficulty of rework. Once installed and cooled, adhesive-lined heat shrink must be cut away for cable access, requiring complete replacement. This contrasts with tape systems that can be unwrapped and reapplied. However, in wind turbine applications where cable access is infrequent (typically only during major failures), the superior long-term reliability of heat shrink outweighs rework considerations. For applications requiring periodic inspection—such as prototype installations or research turbines—cold shrink or mechanical connector systems may be more appropriate.
Emerging Trends and Future Developments
The wind energy sector’s evolution toward larger turbines, higher voltages, and more challenging installation environments is driving innovation in heat shrink technology. Several emerging trends are reshaping heat shrink applications in wind systems.
Higher Voltage Requirements: As turbine ratings increase from 5-8 MW to 15+ MW, generator voltages are rising from 690V to 3.3kV and collection voltages from 33kV to 66kV. These higher voltages demand enhanced heat shrink insulation systems with improved stress control and partial discharge resistance. Next-generation heat shrink termination kits incorporate field-grading materials with non-linear resistivity that actively manage electric field distribution, enabling more compact designs suitable for space-constrained nacelle environments.
Smart Monitoring Integration: The integration of condition monitoring sensors directly into heat shrink systems represents a significant advancement. Fiber optic temperature sensors embedded in heat shrink terminations enable real-time thermal monitoring of cable joints, providing early warning of developing hot spots before catastrophic failure. RFID tags incorporated into heat shrink sleeves facilitate automated installation tracking and maintenance history documentation, supporting predictive maintenance strategies that optimize turbine availability.
Sustainable Material Development: Environmental considerations are driving development of bio-based and recyclable heat shrink materials. Polyolefin formulations incorporating up to 30% bio-derived content (from sugarcane or corn starch) are entering commercial production, reducing carbon footprint while maintaining performance specifications. Research into thermoplastic elastomers that can be remelted and reformed—rather than requiring destructive removal—could address the rework limitations of current heat shrink technology.
Offshore-Specific Innovations: The rapid growth of offshore wind, particularly floating turbine systems, is creating demand for specialized heat shrink solutions. Dynamic cable applications—where cables experience continuous bending from wave action—require heat shrink with enhanced fatigue resistance and flexibility. Conductive heat shrink systems that maintain electrical continuity of cable armor through termination points simplify grounding in offshore installations while providing corrosion protection.
Economic Impact and Total Cost of Ownership
While heat shrink materials represent a small fraction of total wind turbine component costs (typically 0.1-0.3% of turbine capital cost), their impact on total cost of ownership is disproportionately large. Cable failures account for approximately 15-20% of wind turbine downtime events, with average repair costs of $25,000-75,000 per incident when including parts, labor, crane rental, and lost production. Proper heat shrink protection can reduce cable failure rates by 60-80%, delivering substantial economic benefits over turbine operational life.
For a typical 100 MW wind farm (20 turbines × 5 MW), investing an additional $50,000 in premium heat shrink systems (versus minimum-specification alternatives) can prevent 2-3 cable failures annually. At an average failure cost of $40,000 and lost production value of $15,000 per event, the enhanced heat shrink investment achieves payback within 12-18 months. Over a 20-year operational period, the cumulative savings can exceed $1.5 million—a 30:1 return on the incremental heat shrink investment.
Maintenance efficiency gains provide additional economic benefits. Standardized heat shrink systems with color-coding and clear installation documentation reduce troubleshooting time during service events. Technicians can identify circuit functions and installation dates without extensive cable tracing, reducing average repair duration by 20-30%. In offshore environments where daily technician vessel costs exceed $5,000, these efficiency improvements deliver significant operational savings.
Conclusion
Heat shrink sleeve technology has evolved from a simple wire insulation method to a sophisticated, multi-functional protection system essential for reliable wind turbine operation. The unique combination of electrical insulation, environmental sealing, mechanical protection, and installation reliability makes heat shrink the preferred solution for critical cable applications across nacelle, tower, and foundation interfaces.
For B2B electrical equipment manufacturers and wind farm operators, success in heat shrink specification and application requires understanding the interplay between material science, environmental stresses, and installation practices. Polyolefin materials provide cost-effective general-purpose protection, while adhesive-lined and heavy-wall variants address specific challenges in high-stress and offshore environments. Proper surface preparation, controlled heat application, and systematic quality verification ensure that heat shrink systems deliver their full 20-25 year service life potential.
As the wind energy sector continues its rapid expansion—with global capacity projected to exceed 2,000 GW by 2030—the demand for reliable, cost-effective cable protection solutions will intensify. Innovations in smart monitoring, sustainable materials, and application-specific formulations will further enhance heat shrink performance and value proposition. For electrical professionals involved in wind energy projects, investing in quality heat shrink systems and proper installation training delivers measurable returns through reduced failures, lower maintenance costs, and maximized turbine availability—ultimately supporting the global transition to clean, renewable energy.
Frequently Asked Questions
Q: What is the typical lifespan of heat shrink sleeves in wind turbine applications?
A: Properly selected and installed heat shrink sleeves typically last 20-25 years in wind turbine applications, often matching or exceeding the turbine’s operational life. Adhesive-lined polyolefin heat shrink with UV stabilization demonstrates minimal degradation over this period when protected from direct mechanical damage. Offshore installations may experience slightly reduced lifespans (15-20 years) due to more aggressive environmental conditions, though marine-grade formulations with enhanced corrosion inhibitors can achieve full 25-year service life.
Q: Can heat shrink sleeves be installed in cold weather conditions?
A: Yes, but with important precautions. Most heat shrink materials remain flexible and installable down to -20°C, though installation time increases as materials become stiffer. The primary challenge is achieving proper adhesive bonding in cold conditions—adhesive-lined heat shrink should be pre-warmed to at least +10°C before installation, and cables should be warmed to remove surface moisture. For installations below -10°C, specialized low-temperature adhesive formulations are available. Arctic wind farm projects often use heated enclosures or schedule cable work during warmer periods to ensure installation quality.
Q: How do I select the correct heat shrink size for my cable?
A: Heat shrink sizing requires matching both the recovered (fully shrunk) inner diameter and the supplied (as-purchased) inner diameter to your application. The recovered diameter should provide 10-20% compression on the cable for proper sealing—for example, a 25mm cable requires heat shrink with 20-23mm recovered diameter. The supplied diameter must be large enough to slide over any connectors or splices—typically requiring 2:1 or 3:1 shrink ratio products. Always consult manufacturer datasheets for specific dimensional specifications, and consider ordering sample kits for verification before large-scale procurement.
Q: What’s the difference between single-wall and dual-wall heat shrink?
A: Single-wall heat shrink consists of a single layer of cross-linked polymer, providing basic insulation and mechanical protection. It’s suitable for low-stress applications like wire bundling and color-coding. Dual-wall (or adhesive-lined) heat shrink incorporates an inner layer of hot-melt adhesive that flows during heating to create a moisture-proof seal. This construction is essential for environmental protection, strain relief, and applications subject to vibration. While dual-wall products cost 50-80% more than single-wall, they’re mandatory for critical wind turbine cable protection applications.
Q: Are there environmental or safety concerns with heat shrink installation?
A: Modern heat shrink materials are generally safe when installed according to manufacturer guidelines. Polyolefin and elastomeric heat shrink produce minimal fumes during heating, though adequate ventilation should be maintained in confined spaces. Flame-retardant formulations comply with low-smoke and halogen-free requirements (LSZH) for indoor installations. The primary safety concern is proper torch handling—maintaining appropriate distance, avoiding overheating, and following hot work permits in wind farm environments. Waste heat shrink materials are typically recyclable as mixed plastics, though adhesive-lined products may require specialized recycling streams.
