Industrial Case Study: Waterproof Wire Nuts in Chemical Processing Plants

In the demanding environment of chemical processing facilities, electrical connection reliability is not merely a convenience—it is a critical safety requirement. Chemical plants operate under conditions that would rapidly degrade standard electrical components: corrosive atmospheres, temperature fluctuations, high humidity, and exposure to aggressive chemicals. Within this harsh landscape, waterproof wire nuts have emerged as an essential component for maintaining electrical system integrity, preventing costly downtime, and ensuring worker safety.
This case study examines the application of waterproof wire nuts in chemical processing plants, drawing on real-world implementation data and industry best practices to demonstrate how proper connector selection and installation can transform operational reliability.
The Chemical Processing Environment Challenge
Chemical processing plants present some of the most hostile conditions for electrical infrastructure. Unlike controlled indoor environments, these facilities expose electrical connections to a complex matrix of environmental stressors that work synergistically to accelerate component failure.
Environmental Stressors in Chemical Facilities
The chemical processing environment subjects electrical connections to multiple simultaneous challenges. Corrosive atmospheres containing acidic vapors, alkaline mists, and reactive chemical compounds attack metal components continuously. Temperature cycling between process heating and ambient cooling creates expansion and contraction that loosens traditional wire connections. Humidity levels frequently exceed 80% relative humidity, providing the moisture necessary for electrochemical corrosion. Dust and particulate contamination from raw materials and process byproducts infiltrate inadequately sealed connections.
Industrial applications expose connections to harsh conditions including chemical exposure in processing plants, extreme temperatures in outdoor installations, and high humidity in operations. High-quality waterproof wire nuts are engineered to withstand these challenges through specialized materials and advanced sealing mechanisms.
Consequences of Connection Failure
When electrical connections fail in chemical processing environments, the consequences extend far beyond simple inconvenience. Connection corrosion increases electrical resistance, leading to voltage drops that cause instrumentation errors and process control failures. Heat buildup at corroded connections creates fire hazards in facilities handling flammable materials. Complete connection failure can trigger emergency shutdowns, resulting in production losses measured in thousands of dollars per hour. Perhaps most critically, electrical failures in chemical plants can compromise safety systems designed to prevent catastrophic releases or explosions.
Waterproof Wire Nut Technology for Industrial Applications
Waterproof wire nuts represent a significant evolution beyond traditional twist-on wire connectors. While conventional wire nuts provide basic mechanical connection and insulation, waterproof variants incorporate advanced sealing technology specifically engineered for harsh environment protection.
Core Design Features
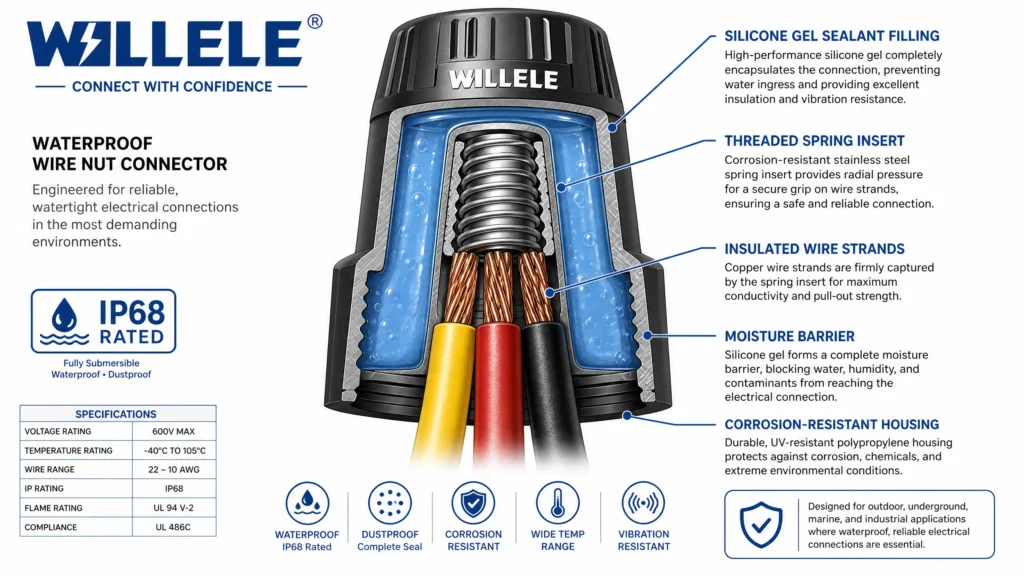
The fundamental architecture of industrial-grade waterproof wire nuts combines multiple protective layers. The outer housing is constructed from UV-resistant, chemical-resistant thermoplastic materials—typically reinforced nylon or polypropylene—selected for their ability to withstand prolonged exposure to industrial chemicals without degradation.
Inside the housing, a threaded metal spring insert provides the mechanical force necessary to maintain tight electrical contact between wire strands. This spring mechanism is typically manufactured from copper alloy or stainless steel, chosen for both conductivity and corrosion resistance.
The critical differentiator is the internal sealant compound—usually silicone gel or specialized rubber formulation—that fills every air pocket around the connected wires once the connector is tightened. This sealant serves multiple functions: it excludes moisture and oxygen that would otherwise initiate corrosion, provides additional dielectric insulation, and cushions the wire connection against vibration-induced loosening.
IP Rating Standards for Chemical Plants
The Ingress Protection (IP) rating system provides standardized classification of environmental sealing effectiveness. For chemical processing applications, IP67 or IP68 ratings are typically specified as minimum requirements.
An IP67 rating indicates complete protection against dust ingress (the “6” digit) and protection against temporary immersion in water up to 1 meter depth for 30 minutes (the “7” digit). IP68 provides the same dust protection but extends water protection to continuous immersion under specified pressure conditions.
However, it is crucial to understand that IP ratings measure only solid and liquid ingress—they do not directly address chemical resistance, temperature extremes, or mechanical stress tolerance. For chemical plant applications, IP rating must be considered alongside material compatibility specifications.
Material Selection for Chemical Resistance
Not all waterproof wire nuts are created equal when it comes to chemical exposure. Material selection must be matched to the specific chemical environment of the installation location.
Housing Material Options
| Material | Chemical Resistance | Temperature Range | Primary Applications | Limitations |
|---|---|---|---|---|
| Reinforced Nylon | Good resistance to oils, fuels, weak acids | -40°C to +105°C | General industrial, moderate chemical exposure | Limited resistance to strong acids/bases |
| Polypropylene | Excellent acid/base resistance, good solvent resistance | -20°C to +100°C | Chemical processing, wastewater treatment | Lower mechanical strength than nylon |
| PVDF (Polyvinylidene Fluoride) | Outstanding chemical resistance, including strong acids, bases, solvents | -40°C to +150°C | Aggressive chemical environments, high-purity processes | Higher cost |
| Stainless Steel (316) | Excellent corrosion resistance, superior mechanical strength | -40°C to +200°C | Extreme environments, high-temperature applications | Requires proper grounding, higher cost |
Internal Component Materials
The spring insert material significantly impacts long-term reliability. Copper alloy springs provide excellent conductivity but may corrode in certain chemical atmospheres. Stainless steel springs offer superior corrosion resistance but slightly higher electrical resistance. For the most demanding applications, nickel-plated brass or beryllium copper alloys provide an optimal balance of conductivity and corrosion resistance.
The sealant compound must also be selected for chemical compatibility. Standard silicone gel performs well in most environments, but exposure to certain solvents or petroleum products may require specialized fluorosilicone or fluoroelastomer sealants.
Case Study: Retrofit Implementation in Chlor-Alkali Facility
A mid-sized chlor-alkali production facility in the Gulf Coast region provides an instructive example of waterproof wire nut implementation in an extremely corrosive environment. Chlor-alkali plants produce chlorine gas and sodium hydroxide (caustic soda), creating an atmosphere laden with chlorine vapor and caustic mist—one of the most aggressive environments for electrical equipment.
Initial Conditions and Failure Patterns
Prior to the retrofit, the facility used standard industrial wire nuts with supplementary heat-shrink tubing for environmental protection. Despite this additional protection, connection failures occurred with troubling frequency. Maintenance records indicated an average of 12-15 connection-related failures per quarter, primarily affecting control circuits for process instrumentation, valve actuators, and safety interlock systems.
Investigation revealed that moisture infiltration past the heat-shrink seals allowed chlorine-accelerated corrosion of copper wire strands. Corroded connections exhibited resistance increases of 500-2000%, causing voltage drops that triggered false sensor readings and intermittent control system faults.
Implementation Approach
The facility implemented a phased retrofit program targeting the most critical circuits first: emergency shutdown systems, chlorine leak detection instrumentation, and process control loops for cell room operations.
Connector selection focused on IP68-rated waterproof wire nuts with polypropylene housings (for chemical resistance) and stainless steel spring inserts. The silicone gel sealant formulation was specified for chlorine resistance. Wire gauge compatibility ranged from 14 AWG to 10 AWG, covering the majority of control and instrumentation circuits.
Installation protocol required strict adherence to manufacturer specifications: wire stripping to exactly 13-16mm length, insertion until wire strands contacted the connector bottom, and tightening to achieve complete sealant encapsulation. For the most critical circuits in high-exposure areas, secondary protection using self-fusing silicone tape was added over the completed waterproof wire nut.
Results and Performance Data
Following the retrofit, connection-related failures in converted circuits dropped by 87% over the subsequent 18-month monitoring period. The facility recorded only 2 failures in retrofitted circuits, both attributed to improper installation technique (insufficient wire insertion depth) rather than connector performance.
Thermographic inspection conducted at 6-month and 12-month intervals showed no elevated temperatures at waterproof wire nut connections, indicating maintained low-resistance electrical contact. Periodic resistance measurements confirmed connection resistance remained within 5% of initial values, demonstrating effective corrosion prevention.
The economic impact was substantial. Reduced emergency callouts and unplanned downtime generated estimated savings of $127,000 annually. The retrofit investment achieved payback in approximately 14 months.
Installation Best Practices for Chemical Processing Environments
Proper installation technique is as critical as connector selection. Even the highest-quality waterproof wire nut will fail if installation procedures are not followed precisely.
Wire Preparation
Wire stripping must be performed to exact specifications—typically 13-16mm for most waterproof wire nuts. Insufficient strip length prevents wires from fully engaging the spring insert, resulting in high-resistance connections. Excessive strip length leaves bare wire exposed outside the sealant zone, creating a corrosion initiation point.
Wire ends should be inspected for damage, fraying, or oxidation. Corroded wire should be cut back to clean copper before connection. For stranded wire, all strands must be intact and twisted together to prevent stray strands from interfering with proper insertion.
Connection Assembly
Wires should be inserted simultaneously into the connector while twisting clockwise. Continue twisting until resistance is felt, then add 1-2 additional turns to ensure complete sealant encapsulation. The wire insulation should be visible flush with or slightly inside the connector entrance—if bare wire is visible, the connection is incomplete.
For critical applications, a slight tug test should be performed: gently pull each wire to confirm mechanical engagement. A properly installed waterproof wire nut should resist wire extraction with significant force.
Environmental Protection Considerations
Even with IP68-rated connectors, installation location matters. Where possible, connections should be positioned to avoid direct spray or submersion. Mounting connections in inverted orientation (opening facing downward) provides additional protection against water accumulation.
In areas subject to extreme chemical exposure—such as near process equipment with potential for chemical spills or spray—secondary containment or protective enclosures should be considered. Junction boxes with gasketed covers provide an additional barrier while maintaining accessibility for inspection and maintenance.
Comparison: Waterproof Wire Nuts vs. Alternative Connection Methods
Chemical processing facilities have several options for environmental protection of electrical connections. Understanding the comparative advantages and limitations of each approach enables informed specification decisions.
Connection Method Comparison
| Connection Method | Installation Time | Chemical Resistance | Reworkability | Cost per Connection | Best Application |
|---|---|---|---|---|---|
| Waterproof Wire Nuts | 2-3 minutes | Excellent (with proper material selection) | Fully reworkable | $2-8 | General industrial, field modifications, maintenance |
| Heat-Shrink Splice Kits | 5-8 minutes (including heat application) | Good to Excellent | Non-reworkable (destructive removal) | $5-15 | Permanent installations, high-vibration areas |
| Epoxy-Filled Splice Kits | 10-15 minutes (plus cure time) | Outstanding | Non-reworkable | $8-20 | Buried/inaccessible locations, extreme environments |
| Terminal Blocks in Enclosures | 8-12 minutes | Excellent (enclosure-dependent) | Fully reworkable | $15-40 | Control panels, junction boxes, high circuit density |
| Compression Connectors with Tape | 4-6 minutes | Fair to Good | Partially reworkable | $3-10 | Temporary installations, low-criticality circuits |
Decision Factors
Waterproof wire nuts offer the optimal balance of protection, cost, and reworkability for the majority of chemical plant applications. Their primary advantage over heat-shrink and epoxy methods is complete reworkability—connections can be opened for circuit modifications, troubleshooting, or equipment replacement without destroying the connector.
Compared to terminal blocks in enclosures, waterproof wire nuts provide similar protection at significantly lower cost and installation time, though they are less suitable for high circuit density applications where many connections must be made in a confined space.
The key limitation of waterproof wire nuts is wire gauge range. Most models accommodate 14-10 AWG wire, with some heavy-duty variants extending to 8 AWG. For larger power conductors, alternative methods such as compression lugs with heat-shrink boots become necessary.
Maintenance and Inspection Protocols
While waterproof wire nuts provide long-term protection, periodic inspection remains essential for critical circuits in chemical processing environments.
Inspection Frequency and Methods
For safety-critical circuits (emergency shutdown systems, leak detection, fire suppression), quarterly visual inspection is recommended. Inspectors should check for housing cracks, discoloration indicating chemical attack, or signs of heat damage. Any connector showing physical damage should be replaced immediately.
Annual thermographic inspection using infrared cameras can detect elevated temperatures indicating increased connection resistance before failure occurs. Temperature rises of 10°C or more above ambient (when under load) warrant investigation and potential connector replacement.
For non-critical circuits, annual visual inspection is typically sufficient, with thermographic inspection conducted every 2-3 years or following any process upset that may have exposed connections to unusual chemical or thermal stress.
Resistance Testing
For the most critical applications, periodic resistance measurement provides quantitative assessment of connection integrity. Using a low-resistance ohmmeter or micro-ohmmeter, measure the voltage drop across the connection under rated load current. Resistance values should remain stable within 10% of initial measurements. Significant increases indicate corrosion or loosening requiring connector replacement.
Replacement Criteria
Waterproof wire nuts should be replaced under the following conditions:
- Visible housing damage, cracks, or severe discoloration
- Temperature rise exceeding 15°C above ambient under load
- Resistance increase exceeding 25% from initial value
- Any circuit malfunction potentially attributable to connection integrity
- Exposure to chemical spill or process upset exceeding connector rating
- Age exceeding manufacturer’s recommended service life (typically 10-15 years for quality connectors)
Specification Guidelines for Chemical Plant Applications
Proper specification of waterproof wire nuts for chemical processing applications requires consideration of multiple factors beyond simple wire gauge compatibility.
Essential Specification Parameters
IP Rating: Specify IP67 minimum for most chemical plant applications; IP68 for areas subject to flooding or frequent washdown.
Chemical Compatibility: Identify specific chemicals present in the installation environment and verify housing material compatibility. Request manufacturer chemical resistance charts for confirmation.
Temperature Rating: Ensure connector temperature rating exceeds the maximum ambient temperature plus temperature rise from electrical load. For most chemical plant applications, -40°C to +105°C minimum range is appropriate.
Wire Gauge Range: Verify connector accepts all wire gauges present in the circuit. Avoid using connectors at the extreme ends of their gauge range—select connectors where the application wire gauge falls in the middle of the rated range for optimal performance.
Certification and Standards: Specify UL listing or equivalent third-party certification. For hazardous location applications, ensure appropriate Class/Division or Zone ratings.
Sealant Type: For standard chemical environments, silicone gel sealant is appropriate. For petroleum product exposure, specify fluorosilicone. For extreme chemical exposure, request fluoroelastomer sealants.
Quality Indicators
Not all waterproof wire nuts meet the same quality standards. When evaluating suppliers, consider these quality indicators:
- Detailed technical documentation including IP rating test reports, temperature cycling data, and chemical resistance charts
- Third-party certification (UL, CSA, CE) rather than self-certification only
- Clear specification of materials used in all components (housing, spring, sealant)
- Warranty period (quality manufacturers typically offer 5-10 year warranties)
- Technical support availability for application-specific questions
Cost-Benefit Analysis
The economic justification for waterproof wire nuts in chemical processing applications extends beyond simple component cost comparison.
Direct Cost Considerations
Waterproof wire nuts typically cost $2-8 per connector, compared to $0.50-1.50 for standard industrial wire nuts. This 4-6x cost premium appears significant in isolation, but represents a small fraction of total circuit installation cost when labor, wire, conduit, and associated materials are included.
For a typical control circuit installation, waterproof wire nuts add approximately $15-30 to total circuit cost—an increase of 3-5% for a typical 100-foot circuit run.
Indirect Cost Savings
The true economic value emerges from failure prevention. A single connection failure in a chemical processing plant typically incurs:
- Emergency maintenance callout: $500-1,500 (after-hours premium labor)
- Troubleshooting and repair time: 2-6 hours
- Production downtime: $2,000-10,000 per hour (depending on process)
- Potential safety incident costs: highly variable, potentially catastrophic
A single prevented failure often exceeds the cost premium for waterproof wire nuts across an entire project. Facilities that have implemented comprehensive waterproof wire nut programs typically report ROI periods of 12-24 months.
Lifecycle Cost Comparison
Over a 15-year service life, the total cost of ownership for waterproof wire nuts is substantially lower than standard connectors requiring periodic replacement:
Standard Wire Nut with Heat-Shrink: Initial cost $2, replacement every 3-5 years = 3-4 replacements × ($2 + $75 labor) = $231-308 total
Waterproof Wire Nut: Initial cost $6, no replacement over 15 years = $6 + $75 labor = $81 total
This analysis excludes the value of avoided downtime, which further amplifies the economic advantage of waterproof wire nuts.
Future Developments and Emerging Technologies
The waterproof wire nut category continues to evolve with emerging materials and design innovations addressing increasingly demanding applications.
Advanced Material Systems
Next-generation housing materials incorporating graphene-enhanced polymers promise improved chemical resistance and mechanical strength without weight or cost penalties. Fluoropolymer compounds with enhanced UV resistance extend service life in outdoor applications where both chemical exposure and solar radiation are present.
Sealant formulations incorporating self-healing polymers represent an emerging technology that may extend connector life by automatically sealing minor damage from mechanical stress or chemical attack.
Smart Connector Technology
Several manufacturers are developing “smart” waterproof wire nuts incorporating embedded sensors that monitor connection temperature, resistance, and environmental conditions. These sensors communicate via low-power wireless protocols, enabling predictive maintenance programs that identify degrading connections before failure occurs.
While currently limited to high-value applications due to cost, smart connector technology is expected to become economically viable for broader chemical plant applications within the next 5-7 years as sensor costs decline.
Sustainability Considerations
Environmental sustainability is driving development of waterproof wire nuts using recycled materials and bio-based polymers. While these materials must still meet stringent performance requirements for chemical resistance and durability, several manufacturers have introduced connectors with 25-40% recycled content that maintain full performance specifications.
End-of-life recyclability is also receiving attention, with designs that facilitate separation of metal and plastic components for more effective recycling.
Conclusion
Waterproof wire nuts have proven themselves as essential components for electrical system reliability in chemical processing plants. Their combination of environmental sealing, chemical resistance, and reworkability addresses the unique challenges of corrosive industrial environments while maintaining cost-effectiveness and ease of installation.
The case study evidence demonstrates that proper selection and installation of waterproof wire nuts can reduce connection-related failures by 80-90% compared to standard connection methods, delivering substantial economic returns through reduced maintenance costs and avoided downtime.
For electrical engineers and maintenance professionals specifying connection methods for chemical processing facilities, waterproof wire nuts should be considered the default choice for control, instrumentation, and low-voltage power circuits. The modest cost premium is overwhelmingly justified by improved reliability, reduced lifecycle costs, and enhanced safety.
As chemical processing facilities continue to demand higher reliability and longer service life from electrical infrastructure, waterproof wire nuts will remain a critical technology for achieving these objectives. Ongoing material and design innovations promise to further extend their capabilities and application range in the years ahead.
Frequently Asked Questions
Q: Can waterproof wire nuts be used in hazardous classified locations?
A: Standard waterproof wire nuts are suitable for general industrial areas but are not typically rated for Class I Division 1 or Zone 0 hazardous locations. For hazardous areas, verify that the specific connector model carries appropriate certification (UL/CSA Class/Division or ATEX/IECEx Zone rating). Some manufacturers offer explosion-proof junction boxes within which waterproof wire nuts can be used as an additional protection layer.
Q: How do I determine the correct wire nut size for my application?
A: Waterproof wire nuts are sized by the total cross-sectional area of conductors being connected. Manufacturers provide charts specifying the number and gauge of wires each model accommodates. As a general rule, select a connector size where your application falls in the middle of the rated range rather than at the maximum capacity. For example, if connecting three 14 AWG wires, choose a connector rated for 2-4 wires of 14-12 AWG rather than one rated for 3-5 wires of 16-14 AWG.
Q: Can waterproof wire nuts be reused after opening a connection?
A: While waterproof wire nuts are mechanically reworkable, best practice recommends replacing the connector when reopening a connection that has been in service for more than 6 months. The sealant compound may not fully re-encapsulate the wires after disturbance, potentially compromising the environmental seal. For connections opened shortly after installation (within days or weeks), reuse is generally acceptable if the connector shows no damage and sealant remains fluid.
Q: What is the typical service life of waterproof wire nuts in chemical processing environments?
A: Service life depends heavily on the specific chemical exposure and environmental conditions. In moderate chemical environments with proper material selection, quality waterproof wire nuts typically provide 10-15 years of reliable service. In extremely aggressive environments (strong acids, high temperatures, continuous immersion), service life may be reduced to 5-8 years. Regular inspection enables replacement before failure occurs.
Q: Are waterproof wire nuts suitable for outdoor applications exposed to UV radiation?
A: Yes, provided the housing material is UV-stabilized. Most quality waterproof wire nuts designed for industrial applications incorporate UV stabilizers in the thermoplastic housing. Verify UV resistance specifications if the application involves direct sunlight exposure. For extreme UV environments (high-altitude or tropical locations), consider connectors with additional UV-resistant coatings or pigmentation.
Q: How do waterproof wire nuts perform in high-vibration applications?
A: Waterproof wire nuts provide good vibration resistance due to the sealant compound, which cushions the wire connection and dampens vibration transmission. However, for severe vibration applications (mounted directly on reciprocating equipment or high-frequency vibration sources), consider supplementary strain relief and verify that the connector’s spring insert provides sufficient clamping force. Some manufacturers offer heavy-duty models specifically designed for high-vibration environments.
