Industrial Heat Shrink Tubing: Is Your Supplier Using Recycled Materials

Industrial Heat Shrink Tubing: Is Your Supplier Using Recycled Materials? In the competitive landscape of industrial electrical components, heat shrink tubing remains a critical element for wire protection, insulation, and environmental sealing. However, a growing concern among procurement professionals and quality engineers centers on an uncomfortable question: are you unknowingly purchasing heat shrink tubing manufactured from recycled or contaminated materials? This issue carries significant implications for product performance, safety compliance, and long-term operational reliability.
The Hidden Reality of Material Sourcing in Heat Shrink Manufacturing
The global heat shrink tubing market has witnessed substantial growth, driven by expanding applications in aerospace, automotive, telecommunications, and industrial automation sectors. This demand surge has unfortunately created opportunities for cost-cutting practices that compromise product integrity. Some manufacturers have turned to recycled polymers or mixed-grade materials to reduce production costs while maintaining competitive pricing—a practice rarely disclosed to B2B buyers.
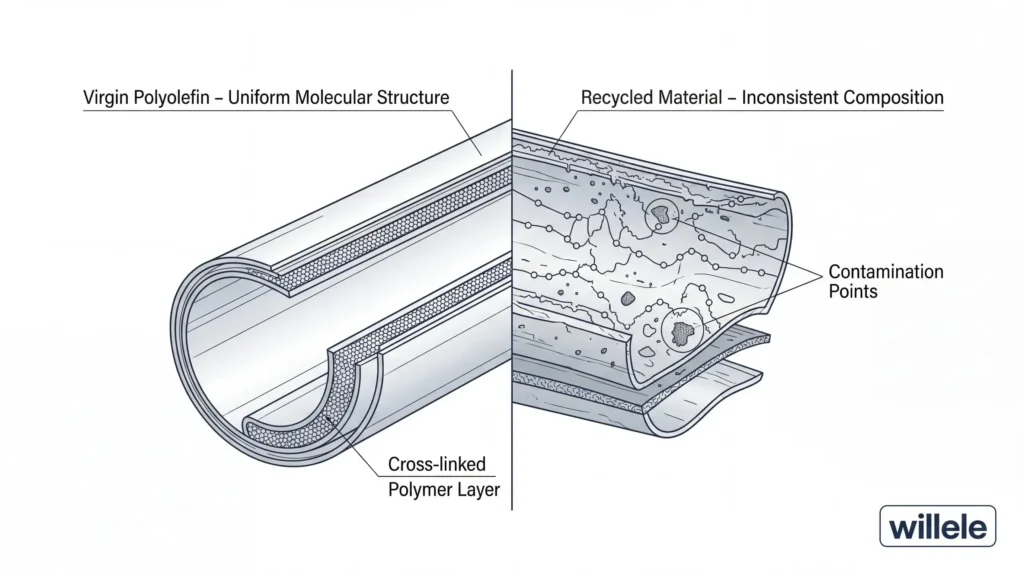
Virgin polyolefin, the gold standard for quality heat shrink tubing, undergoes rigorous purification and cross-linking processes that ensure consistent molecular structure and predictable performance characteristics. When recycled materials enter the production stream, the polymer chains exhibit degradation, inconsistent cross-linking density, and potential contamination from previous applications. These microscopic differences translate into real-world failures: premature cracking under thermal cycling, reduced dielectric strength, and compromised chemical resistance.

Material Quality Indicators: Virgin vs. Recycled Polymers
Understanding the fundamental differences between virgin and recycled materials enables informed procurement decisions. Virgin polymers demonstrate uniform molecular weight distribution, consistent melt flow index, and predictable shrinkage ratios. The cross-linking process—typically achieved through electron beam radiation—creates a three-dimensional molecular network that provides the characteristic “memory” allowing tubing to shrink uniformly when heated.
Recycled materials, conversely, carry inherent limitations. Previous thermal exposure degrades polymer chains, reducing their ability to form consistent cross-links. Contamination from additives, colorants, or foreign polymers creates weak points in the material matrix. Even small percentages of recycled content—sometimes as low as 15-20%—can significantly impact performance parameters that matter most in industrial applications: tensile strength retention at elevated temperatures, resistance to environmental stress cracking, and long-term dimensional stability.
Performance Comparison: What the Data Reveals
The performance gap between virgin and recycled material heat shrink tubing becomes evident when examining key technical specifications. Laboratory testing and field performance data consistently demonstrate measurable differences across critical parameters.
| Performance Parameter | Virgin Polyolefin | Recycled Content (>15%) | Impact on Application |
|---|---|---|---|
| Tensile Strength | 10.3-12.5 MPa | 7.2-9.8 MPa | Reduced mechanical protection |
| Elongation at Break | 400-500% | 280-380% | Higher risk of splitting |
| Dielectric Strength | >20 kV/mm | 14-18 kV/mm | Compromised electrical insulation |
| Shrink Temperature | 90-120°C | 85-125°C | Inconsistent recovery |
| UV Resistance (500h) | <5% property loss | 12-25% property loss | Accelerated outdoor degradation |
| Chemical Resistance | Excellent | Fair to Good | Reduced protection in harsh environments |
These differences become particularly critical in applications involving thermal cycling, exposure to industrial chemicals, or long-term outdoor installation. A telecommunications cable harness using recycled-content tubing may perform adequately during initial installation but exhibit premature failure after 18-24 months of environmental exposure—a timeline that often exceeds warranty periods but falls far short of expected service life.
Red Flags: Identifying Potential Quality Issues
Experienced procurement professionals recognize warning signs that may indicate compromised material quality. Unusually low pricing represents the most obvious indicator—when quotes fall 30-40% below market averages for comparable specifications, material substitution becomes a likely explanation. However, subtler indicators often prove more revealing.
Surface finish quality provides immediate visual feedback. Virgin material tubing exhibits smooth, consistent surface texture with uniform wall thickness. Recycled content often manifests as surface irregularities, slight discoloration, or visible particulate inclusions. The shrink recovery process offers another diagnostic opportunity: virgin material shrinks uniformly with minimal longitudinal shrinkage (typically 5-10%), while recycled content may exhibit uneven recovery, surface wrinkling, or excessive length change.
Certification documentation deserves careful scrutiny. Reputable manufacturers provide comprehensive material certifications including polymer type verification, cross-linking density measurements, and compliance with international standards such as UL 224, RoHS, and REACH. Vague or incomplete documentation, reluctance to provide material traceability, or missing third-party test reports should trigger additional investigation.
Compliance and Standards: The Regulatory Framework
Industrial heat shrink tubing must satisfy rigorous performance standards that vary by application and geographic market. North American applications typically require UL 224 certification for flame retardancy and electrical safety, while European markets mandate VDE 0345 compliance. Aerospace and defense applications demand MIL-SPEC qualifications that include extensive environmental testing and material traceability requirements.
Recycled materials face inherent challenges meeting these stringent standards. The flame retardant additives essential for UL 224 VW-1 compliance require precise dispersion throughout the polymer matrix—difficult to achieve with recycled content due to contamination and degraded polymer structure. Similarly, the dielectric strength requirements for electrical insulation applications become compromised when recycled materials introduce conductive contaminants or create voids in the material structure.
RoHS and REACH compliance presents additional complexity. While recycled materials might appear environmentally beneficial, the lack of complete material history creates uncertainty regarding restricted substances. Virgin material manufacturers maintain complete supply chain control, ensuring compliance through raw material selection and process controls. Recycled content introduces unknown variables that complicate compliance verification.
The True Cost of Low-Quality Heat Shrink Tubing
Initial procurement savings from lower-priced heat shrink tubing evaporate rapidly when considering total cost of ownership. Field failures trigger expensive service calls, emergency repairs, and potential equipment damage. A single cable harness failure in an industrial automation system can halt production lines, generating downtime costs that dwarf the original component savings. Telecommunications infrastructure failures impact service reliability and customer satisfaction—consequences far exceeding material cost differentials.
Warranty claims and product liability represent additional financial risks. When heat shrink tubing fails to provide adequate protection, resulting equipment damage or safety incidents create legal exposure. Quality documentation and material traceability become critical during failure analysis and liability determination. Manufacturers using undisclosed recycled content face heightened legal risks when performance failures occur.
Reputation damage compounds financial impacts. Industrial buyers increasingly share supplier performance information through industry networks and procurement platforms. A single quality incident can eliminate future business opportunities and damage long-term customer relationships built over years of reliable performance.
Willele’s Commitment to Material Excellence
At Willele, we recognize that material integrity forms the foundation of product reliability. Our manufacturing process begins with certified virgin polyolefin resins sourced exclusively from tier-one chemical suppliers with complete material traceability. Every production batch undergoes incoming material verification including melt flow index testing, contamination screening, and molecular weight distribution analysis.
Our cross-linking process utilizes precisely controlled electron beam radiation that ensures uniform cross-link density throughout the material structure. This attention to process control delivers consistent shrink ratios, predictable recovery characteristics, and reliable long-term performance. Post-production testing verifies that every batch meets or exceeds international standards including UL 224, RoHS, REACH, and customer-specific requirements.
We maintain complete material traceability from raw material receipt through final product shipment. Our quality management system, certified to ISO 9001 and IATF 16949 standards, provides documented evidence of material composition, processing parameters, and performance verification for every order. This transparency enables our customers to satisfy their own quality requirements and provides confidence in long-term product reliability.
Due Diligence: Questions to Ask Your Supplier
Protecting your procurement investment requires asking pointed questions that reveal material sourcing practices. Start with direct inquiries about material composition: “Do you use 100% virgin polymer, or does your product contain recycled content?” Request specific percentages and documentation supporting material claims.
Demand comprehensive material certifications including polymer type verification, cross-linking density measurements, and contamination testing results. Ask for third-party test reports from accredited laboratories—not just internal quality control data. Verify that certifications match the specific product you’re purchasing, not generic company capabilities.
Request factory audits or third-party inspection reports that verify manufacturing processes and quality control systems. Reputable manufacturers welcome customer audits and maintain transparent operations. Resistance to facility visits or process transparency should raise immediate concerns.
Investigate the supplier’s quality management certifications and their scope. ISO 9001 certification demonstrates basic quality system implementation, while industry-specific certifications like IATF 16949 (automotive) or AS9100 (aerospace) indicate higher capability levels. Verify certification validity through registrar databases rather than relying solely on supplier-provided certificates.
Making the Right Choice for Your Application
Selecting heat shrink tubing suppliers requires balancing multiple factors: technical performance, compliance requirements, total cost of ownership, and supply chain reliability. While price remains important, it should never become the sole decision criterion—particularly for critical applications where failure carries significant consequences.
Establish clear specifications that define acceptable performance parameters, required certifications, and material composition requirements. Include material traceability and documentation requirements in purchase orders. Consider implementing incoming inspection protocols that verify critical properties before accepting shipments.
Build relationships with suppliers who demonstrate commitment to quality, transparency, and continuous improvement. Long-term partnerships with reputable manufacturers provide stability, technical support, and confidence in product consistency—benefits that far exceed transactional cost savings from unknown suppliers offering suspiciously low pricing.
Frequently Asked Questions
Q: How can I verify if my current supplier uses recycled materials?
A: Request detailed material certifications including polymer source documentation and contamination testing results. Ask for third-party laboratory analysis of material composition. Physical testing of shrink characteristics, surface finish, and mechanical properties can reveal quality differences compared to known virgin material samples.
Q: Are there legitimate applications for recycled content heat shrink tubing?
A: Some non-critical applications with minimal environmental exposure and low safety requirements might accept recycled content if properly disclosed and priced accordingly. However, industrial, aerospace, automotive, and telecommunications applications should specify virgin materials to ensure reliable long-term performance.
Q: What certifications guarantee virgin material content?
A: While certifications like UL 224 and RoHS verify performance and compliance, they don’t specifically guarantee virgin material content. Request material composition certificates from raw material suppliers and ask for manufacturing process documentation that demonstrates virgin polymer usage throughout production.
Q: How much price difference should I expect between virgin and recycled content tubing?
A: Virgin polyolefin heat shrink tubing from reputable manufacturers typically costs 15-30% more than products containing significant recycled content. Prices substantially below market averages (40%+ discounts) should trigger careful investigation of material sourcing and quality verification.
Q: Can recycled materials meet international safety standards?
A: Meeting standards like UL 224 or VDE 0345 with recycled content becomes increasingly difficult as recycled percentage increases. While possible with careful formulation and quality control, the inconsistency inherent in recycled materials creates higher rejection rates and quality variability that reputable manufacturers avoid by using virgin materials.
Willele specializes in manufacturing premium heat shrink tubing using 100% virgin polyolefin materials with complete traceability and international certification. Contact our technical team to discuss your specific application requirements and receive detailed material documentation that ensures long-term reliability and compliance.
