Mining Industry Case Study: Waterproof Wire Nuts in Harsh Environments

The mining industry operates in some of the most challenging electrical environments on the planet. Underground mines present a unique combination of hazards that can quickly compromise standard electrical connections: constant moisture from groundwater seepage, corrosive mineral-laden air, extreme temperature fluctuations, and pervasive dust and particulate matter. In these conditions, electrical connection failures don’t just mean downtime—they represent serious safety risks that can endanger lives and halt operations costing thousands of dollars per hour.
Waterproof wire nuts have emerged as a critical solution for maintaining reliable electrical connections in these harsh mining environments. Unlike traditional wire connectors that fail when exposed to moisture, modern waterproof wire nuts incorporate advanced sealing technologies that protect connections from water ingress, corrosion, and environmental contamination. This case study examines how leading mining operations have successfully implemented waterproof wire connector solutions to improve safety, reduce maintenance costs, and ensure operational continuity in the most demanding underground conditions.
Understanding the Mining Environment Challenge
Underground mining operations create an electrical installer’s worst nightmare. Water is omnipresent—dripping from ceiling supports, pooling in low areas, and saturating the air with humidity levels often exceeding 90%. The water itself isn’t pure; it carries dissolved minerals, salts, and sometimes acidic compounds that accelerate corrosion of metal components. Add to this the constant presence of rock dust, diesel exhaust particulates, and occasional exposure to cleaning chemicals, and you have an environment that systematically attacks every vulnerable point in an electrical system.
Traditional wire nuts, designed primarily for dry indoor residential applications, simply cannot withstand these conditions. Their basic plastic housings may keep wires mechanically connected, but they offer no meaningful barrier against moisture infiltration. Once water penetrates a standard wire nut, oxidation begins immediately on the copper conductors. This oxidation increases electrical resistance, generates heat, and ultimately leads to connection failure. In mining applications, such failures can disable critical ventilation systems, lighting circuits, communication networks, or equipment controls—each representing a potential safety hazard.
The economic impact of connection failures in mining operations extends far beyond the cost of replacement parts. When a conveyor system stops due to electrical failure, the entire production chain halts. Personnel must be evacuated from affected areas, maintenance teams must locate and diagnose the problem in difficult conditions, and production losses accumulate rapidly. A single preventable connection failure can cost a mid-sized mining operation $50,000 to $150,000 in lost production, not counting the replacement costs and potential regulatory penalties if safety systems are compromise
Technical Specifications and Performance Requirements
Mining operations require electrical connectors that meet stringent performance standards far exceeding typical commercial or residential requirements. The most critical specification for waterproof wire nuts in mining applications is the IP (Ingress Protection) rating, which quantifies the connector’s ability to resist solid particle and liquid ingress. For underground mining, IP67 represents the minimum acceptable standard, indicating complete dust-tightness and protection against temporary immersion in water up to 1 meter depth. However, many mining operations now specify IP68-rated connectors, which provide protection against continuous submersion and high-pressure water jets—essential for areas subject to flooding or high-pressure washdown procedures.
Temperature performance represents another critical specification. Underground mines experience significant temperature variations depending on depth, ventilation, and proximity to heat-generating equipment. Quality waterproof wire nuts must maintain their sealing integrity and electrical performance across temperature ranges from -40°F to 400°F (-40°C to 204°C). This wide range ensures reliable operation whether the connector is installed near refrigeration equipment in a storage area or adjacent to high-temperature machinery in active mining zones. The internal gel sealant must remain pliable at low temperatures while not liquefying or degrading at elevated temperatures.
Voltage and current ratings must align with mining electrical systems, which typically operate at higher voltages than residential applications. Most mining circuits run at 480V to 600V, requiring wire nuts rated for at least 600V continuous operation with appropriate safety margins. The wire gauge compatibility is equally important—mining applications frequently use heavier conductors (10 AWG to 4 AWG) to handle high current loads and minimize voltage drop over long cable runs. Waterproof wire nuts must accommodate these larger conductors while maintaining secure mechanical grip and complete gel encapsulation.
Key Technical Specifications Table
| Specification | Mining Standard | Critical Importance |
|---|---|---|
| IP Rating | IP67 minimum, IP68 preferred | Prevents water and dust ingress in submersion conditions |
| Temperature Range | -40°F to 400°F (-40°C to 204°C) | Maintains seal integrity across extreme temperature variations |
| Voltage Rating | 600V minimum | Safely handles mining electrical system voltages |
| Wire Gauge Range | 22 AWG to 10 AWG (some to 4 AWG) | Accommodates heavy-duty mining conductors |
| Gel Sealant Type | Silicone-based, non-hardening | Provides long-term flexible seal, self-healing properties |
| UV Resistance | 1000+ hours exposure | Protects connections in areas with artificial UV lighting |
| Chemical Resistance | Resistant to oils, diesel, acids | Withstands exposure to mining chemicals and fluids |
| Flame Rating | UL94 V-0 or better | Prevents fire propagation in underground confined spaces |
Case Study: Large-Scale Copper Mining Operation
A major copper mining operation in the southwestern United States faced recurring electrical connection failures that were impacting both safety and productivity. The mine, operating at depths exceeding 1,200 feet below surface, experienced particularly severe moisture problems in its lower levels where groundwater seepage was constant. Standard wire nuts were failing at an alarming rate—the maintenance team was responding to an average of 12 connection-related failures per month, with each incident requiring 2-4 hours of troubleshooting and repair in difficult underground conditions.
The mine’s electrical supervisor documented the problem systematically over a six-month period. Connection failures were concentrated in three critical areas: the main haulage level where conveyor systems operated continuously, the ventilation system distribution panels located in high-humidity zones, and the underground maintenance shop where equipment repairs generated both moisture and airborne contaminants. Analysis of failed connections revealed a consistent pattern—moisture had penetrated the standard wire nuts, causing oxidation that increased resistance and generated heat. In several cases, the heat had been sufficient to melt the plastic housing, creating potential fire hazards in the confined underground environment.
After evaluating several alternatives, the operation partnered with WILLELE Electric to implement a comprehensive upgrade program replacing all critical connections with IP68-rated waterproof wire nuts. The implementation followed a phased approach, prioritizing the most failure-prone circuits first. WILLELE’s technical team provided on-site training for the mine’s electricians, emphasizing proper installation techniques specific to gel-filled connectors—particularly the importance of avoiding pre-twisting wires, which prevents proper gel encapsulation.
The results were dramatic and measurable. Over the 18 months following the waterproof wire nut installation, connection-related failures dropped by 94%—from an average of 12 per month to fewer than one per month. The remaining failures were traced to installation errors during the learning curve period, not to connector performance issues. The mine calculated that the reduction in emergency maintenance calls alone saved approximately $180,000 annually in labor costs and lost production time. Additionally, the improved reliability of ventilation system connections enhanced safety compliance and reduced regulatory inspection concerns.
Beyond the direct cost savings, the mine experienced several secondary benefits that hadn’t been anticipated in the initial cost-benefit analysis. The maintenance team reported significantly faster installation times once they became proficient with the waterproof connectors—the pre-filled gel eliminated the need for additional sealing steps like heat-shrink tubing or multiple layers of electrical tape. The improved connection reliability also extended the service life of connected equipment by eliminating the voltage fluctuations and heat cycles associated with degraded connections. Perhaps most importantly, the electrical supervisor noted improved morale among maintenance personnel who were no longer spending their shifts responding to preventable failures in uncomfortable underground conditions.
Comparative Analysis: Waterproof vs. Standard Wire Nuts
Understanding the performance differences between waterproof and standard wire nuts requires examining both their construction and their behavior under stress. Standard wire nuts consist of a threaded metal spring insert housed in a plastic shell. When twisted onto stripped wire ends, the spring grips the conductors and holds them in mechanical contact. This design works adequately in controlled indoor environments where moisture is minimal and temperature remains relatively stable. However, the design has fundamental vulnerabilities in harsh environments—the plastic shell is not sealed, allowing air and moisture to circulate freely around the connection point.
Waterproof wire nuts employ a fundamentally different approach. While they retain the threaded spring mechanism for mechanical connection, they add multiple layers of environmental protection. The housing is constructed from more robust materials—typically high-grade thermoplastics or silicone compounds that maintain flexibility across wide temperature ranges. Most critically, the interior cavity is pre-filled with a specialized silicone-based gel sealant that serves multiple protective functions simultaneously.
When wires are inserted into a waterproof wire nut, they must push through a small entry port that provides the first barrier against contamination. As the connector is twisted onto the wires, the internal spring grips the conductors while simultaneously forcing the gel to flow around and between the individual wire strands. This gel encapsulation creates a complete moisture barrier that protects the copper from oxidation. The gel is formulated to remain pliable rather than hardening over time, allowing it to maintain its seal even as the connection experiences thermal cycling and minor mechanical movement.
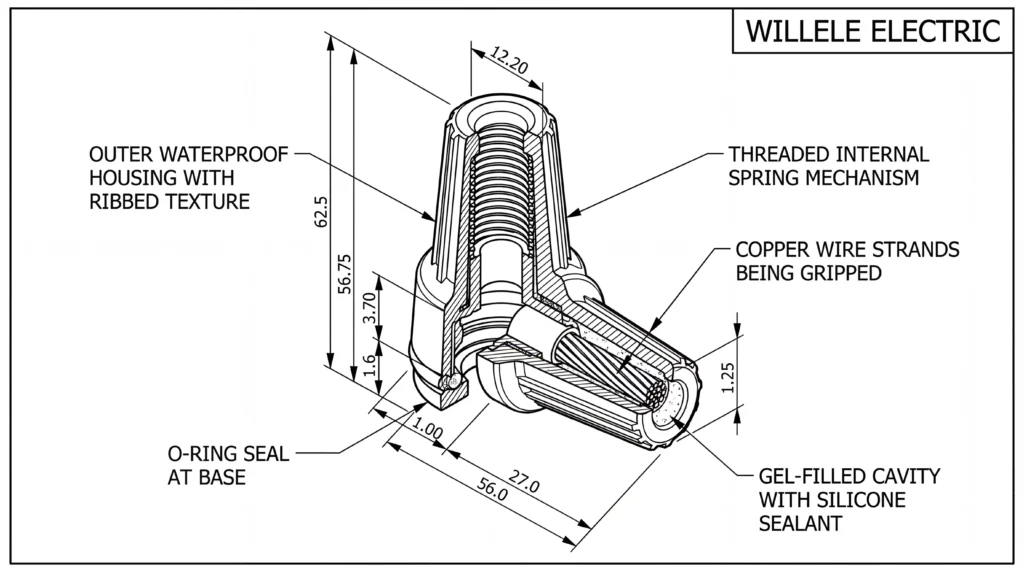
Figure 2: Technical cross-section revealing the engineered sealing system of a waterproof wire nut
Performance Comparison Table
| Feature | Standard Wire Nuts | Waterproof Wire Nuts | Performance Advantage |
|---|---|---|---|
| Moisture Protection | None—open to air circulation | IP67/IP68 sealed with gel barrier | 95%+ reduction in corrosion-related failures |
| Installation Environment | Dry indoor locations only | Wet, damp, underground, direct burial | Suitable for all mining environments |
| Temperature Range | 140°F to 221°F (60°C to 105°C) | -40°F to 400°F (-40°C to 204°C) | Reliable across extreme mining conditions |
| Corrosion Resistance | Minimal—exposed copper oxidizes | Excellent—gel prevents oxidation | Extended connection lifespan (10+ years) |
| Chemical Resistance | Poor—housing degrades | Good to excellent—specialized materials | Withstands diesel, oils, acids |
| Maintenance Requirements | Frequent inspection and replacement | Minimal—set and forget | 70%+ reduction in maintenance labor |
| Initial Cost | $0.10 – $0.30 per unit | $0.80 – $2.50 per unit | Higher upfront investment |
| Lifecycle Cost | High due to failures and replacement | Low due to reliability | 300%+ ROI over 5 years |
| Installation Time | 30-60 seconds | 45-90 seconds (with training) | Slight increase offset by no additional sealing |
| Safety Rating | Basic electrical insulation | Enhanced with flame retardant materials | Improved fire safety in confined spaces |
The cost differential between standard and waterproof wire nuts represents a common decision point for mining operations. Standard wire nuts cost $0.10 to $0.30 per unit, while quality waterproof versions range from $0.80 to $2.50 depending on size and specifications. This 5-10x price difference can seem significant when calculating the cost to upgrade hundreds or thousands of connections throughout a mining facility. However, lifecycle cost analysis consistently demonstrates that waterproof wire nuts deliver substantial return on investment through reduced failure rates, lower maintenance labor costs, and avoided production losses.
Installation Best Practices for Mining Applications
Proper installation technique is critical to achieving the full performance potential of waterproof wire nuts in mining environments. Unlike standard wire nuts where pre-twisting the conductors is common practice, gel-filled waterproof connectors require a different approach. Pre-twisting the wires creates a tight bundle that prevents the gel from flowing between individual strands, compromising the moisture seal. Instead, installers should strip the wire insulation to the appropriate length (typically 5/8 to 3/4 inch), hold the stripped ends parallel without twisting, and insert them directly into the connector.
The twisting motion should be firm and continuous until resistance is felt, indicating that the internal spring has fully engaged the conductors. Most quality waterproof wire nuts provide tactile and sometimes audible feedback when properly seated—installers should feel increased resistance and may hear a slight click as the spring reaches full compression. After installation, a gentle pull test on each conductor verifies mechanical security. The wire should not pull out with reasonable force (approximately 20-30 pounds for 14-12 AWG wire). If a conductor pulls free, the connection must be remade with a new connector.
Environmental considerations during installation significantly impact long-term performance. While waterproof wire nuts are designed to function in wet conditions, they should ideally be installed when the immediate work area is as dry as possible. Surface moisture on the wire insulation or conductor strands can be wiped away before insertion. If installation must occur in actively wet conditions, ensuring that the connector is twisted on promptly after stripping minimizes water exposure before the gel seal forms. Some installers working in extremely wet conditions will have a helper hold an umbrella or tarp to create a temporary dry zone during the installation process.
Installation Guidelines Table
| Installation Step | Standard Practice | Mining Environment Modification |
|---|---|---|
| Wire Stripping | Strip 5/8″ insulation | Strip 3/4″ for larger gauges, ensure clean cut |
| Wire Preparation | Pre-twist conductors | DO NOT pre-twist—hold parallel for gel penetration |
| Insertion Technique | Push wires into connector | Push firmly through entry seal, ensure full insertion |
| Twisting Motion | Twist until snug | Twist firmly until resistance increases and click is felt |
| Pull Test | Light tug on each wire | Firm pull test (20-30 lbs force) to verify grip |
| Visual Inspection | Check for exposed copper | Verify gel visible at entry port, no gaps |
| Secondary Sealing | Often tape or heat-shrink added | Not required—gel provides complete seal |
| Orientation | Any position acceptable | Orient entry port downward when possible to prevent water pooling |
| Junction Box Mounting | Standard box with cover | Use IP-rated junction boxes with gaskets for complete system protection |
Training and quality control procedures ensure consistent installation quality across maintenance teams. Mining operations implementing waterproof wire nut programs should conduct hands-on training sessions where electricians practice the installation technique under supervision. Creating installation procedure cards with photos or diagrams provides a quick reference that technicians can consult in the field. Some operations implement a buddy-check system during the initial rollout period, where a second electrician verifies each connection before the junction box is closed.
Long-Term Performance and Maintenance
One of the most significant advantages of waterproof wire nuts in mining applications is their exceptional long-term reliability with minimal maintenance requirements. Traditional connections in harsh environments require periodic inspection and often preventive replacement on a scheduled basis—typically every 12-24 months depending on environmental severity. This maintenance burden consumes significant labor hours and creates planned downtime for critical systems. In contrast, properly installed waterproof wire nuts can operate reliably for 10+ years without intervention, effectively becoming a “set and forget” component.
The silicone gel sealant is engineered for long-term stability. Unlike some sealing compounds that harden, crack, or degrade over time, quality silicone gels maintain their pliable consistency for decades. This stability is crucial because the gel must accommodate minor thermal expansion and contraction of the conductors and housing throughout the connection’s service life. The gel also exhibits self-healing properties—if minor mechanical disturbance creates a small gap, the gel’s viscosity allows it to flow and reseal the opening.
Periodic inspection programs for waterproof wire nut installations should focus on system-level performance rather than individual connector examination. Thermal imaging surveys conducted annually or semi-annually can identify connections developing elevated resistance before they fail completely. A waterproof wire nut showing temperature elevation 10-15°F above adjacent connections may indicate installation error, conductor damage, or the rare case of gel degradation. These thermal anomalies are easily spotted during routine surveys and can be addressed proactively during scheduled maintenance windows rather than as emergency repairs.
Documentation and tracking systems help mining operations optimize their waterproof wire nut programs over time. Recording installation dates, locations, wire gauges, and environmental conditions for each connection creates a database that can reveal performance patterns. Some operations have discovered that certain areas of their mines are more demanding than others, allowing them to specify higher-grade connectors (IP68 vs. IP67) in the most challenging zones while using standard waterproof connectors in less severe areas. This data-driven approach optimizes both performance and cost-effectiveness.
Regulatory Compliance and Safety Standards
Mining operations face stringent electrical safety regulations enforced by agencies including MSHA (Mine Safety and Health Administration) in the United States and equivalent bodies internationally. These regulations mandate that all electrical equipment and components used in underground mines meet specific safety standards designed to prevent fires, explosions, and electrical hazards in confined spaces. Waterproof wire nuts used in mining applications must carry appropriate certifications demonstrating compliance with these standards.
UL (Underwriters Laboratories) listing represents the most widely recognized certification for electrical connectors in North American mining operations. UL-listed waterproof wire nuts have undergone rigorous testing protocols including temperature cycling, moisture exposure, voltage withstand testing, and flame resistance evaluation. The UL94 flame rating is particularly important for mining applications—connectors should achieve V-0 rating, indicating they self-extinguish within 10 seconds and do not produce flaming drips that could ignite other materials.
For mining operations in explosive atmospheres or areas with combustible dust, additional certifications may be required. ATEX (Atmosphères Explosibles) certification is mandatory for equipment used in European mining operations with explosion risks. IECEx provides international certification for explosive atmosphere equipment. While wire nuts themselves may not require explosion-proof ratings in all applications, understanding the classification of the installation area ensures appropriate component selection and installation practices.
Beyond regulatory compliance, waterproof wire nuts contribute to overall mine safety by improving electrical system reliability. The National Fire Protection Association (NFPA) identifies faulty electrical connections as a leading cause of industrial fires. In the confined spaces of underground mines where evacuation is complex and fire suppression challenging, preventing electrical fires at the source through reliable connections is far preferable to responding to incidents after they occur. Many mining operations have found that upgrading to waterproof wire nuts in critical safety systems—emergency lighting, communication circuits, and ventilation controls—provides an additional layer of protection for personnel safety.
Cost-Benefit Analysis and ROI
The business case for implementing waterproof wire nuts in mining operations rests on quantifiable cost savings that significantly exceed the initial investment. While the per-unit cost of waterproof connectors is 5-10 times higher than standard wire nuts, the total cost of ownership calculation must account for failure rates, maintenance labor, production losses, and safety improvements. Real-world data from mining operations demonstrates that waterproof wire nuts typically achieve return on investment within 12-24 months, with continuing benefits throughout their 10+ year service life.
Consider a mid-sized underground mining operation with approximately 2,000 critical electrical connections requiring upgrade. Using quality IP68-rated waterproof wire nuts at an average cost of $1.50 per unit, the material cost totals $3,000. Installation labor adds approximately $15,000 (assuming 10 minutes per connection at a burdened labor rate of $75/hour for qualified electricians). The total initial investment is therefore $18,000 for a complete system upgrade.
The savings begin immediately upon installation. If the operation was previously experiencing 12 connection failures per month, each requiring an average of 3 hours emergency maintenance response at $75/hour burdened rate, the monthly maintenance cost was $2,700 or $32,400 annually. After waterproof wire nut installation, failures drop to fewer than 1 per month (assuming 94% reduction based on case study data), reducing annual maintenance costs to approximately $1,950—a savings of $30,450 per year in labor alone.
Production loss prevention represents an even larger financial impact. If each connection failure causes an average of 2 hours production downtime, and the operation’s production value is $5,000 per hour (a conservative estimate for many mining operations), each failure costs $10,000 in lost production. At 12 failures per month, annual production losses total $1.44 million. Reducing failures by 94% saves approximately $1.35 million annually. Combined with maintenance labor savings, the total annual benefit exceeds $1.38 million against an initial investment of $18,000—a first-year ROI of over 7,500%.
Five-Year Cost Comparison
| Cost Category | Standard Wire Nuts (5 Years) | Waterproof Wire Nuts (5 Years) | Savings |
|---|---|---|---|
| Initial Material Cost | $600 (2,000 units @ $0.30) | $3,000 (2,000 units @ $1.50) | -$2,400 |
| Initial Installation Labor | $15,000 | $15,000 | $0 |
| Replacement Material (failures) | $4,200 (avg 140 failures/year) | $225 (avg 8 failures/year) | $3,975 |
| Emergency Maintenance Labor | $162,000 ($32,400/year × 5) | $9,750 ($1,950/year × 5) | $152,250 |
| Production Loss (downtime) | $7,200,000 ($1.44M/year × 5) | $432,000 ($86,400/year × 5) | $6,768,000 |
| Inspection/Preventive Maintenance | $37,500 (quarterly inspections) | $7,500 (annual thermal surveys) | $30,000 |
| Total 5-Year Cost | $7,419,300 | $467,475 | $6,951,825 |
These calculations demonstrate why leading mining operations view waterproof wire nuts not as an expense but as a high-return investment in operational reliability. The financial benefits scale with operation size—larger mines with more connections and higher production values realize proportionally greater savings. Even smaller operations with fewer connections and lower production rates typically achieve ROI within the first year when all cost factors are properly accounted for.
Selecting the Right Waterproof Wire Nut Specifications
Choosing appropriate waterproof wire nuts for specific mining applications requires matching connector specifications to environmental conditions and electrical requirements. Not all waterproof wire nuts offer identical performance—variations in gel formulation, housing materials, temperature ratings, and IP ratings create a spectrum of options at different price points. Understanding these differences enables mining operations to optimize both performance and cost-effectiveness by specifying the right connector for each application zone.
Wire gauge compatibility represents the starting point for selection. Mining circuits typically use heavier conductors than residential applications—12 AWG and 10 AWG are common, with some high-current applications requiring 8 AWG or larger. The waterproof wire nut must accommodate the specific wire sizes being connected while maintaining secure mechanical grip. Most manufacturers provide clear wire gauge ranges for each connector model, often color-coded for easy identification. Blue connectors typically handle 22-14 AWG, red handles 18-10 AWG, and yellow handles 12-6 AWG, though specific ranges vary by manufacturer.
Environmental severity determines the required IP rating and material specifications. Areas subject to occasional water exposure may function adequately with IP67-rated connectors, while zones with standing water, high-pressure washdown, or submersion conditions require IP68 rating. Temperature extremes near heat-generating equipment or in poorly ventilated areas necessitate connectors rated for extended high-temperature operation. Chemical exposure from diesel equipment, blasting residues, or mineral processing requires housing materials with appropriate chemical resistance—standard polypropylene may degrade where specialized compounds maintain integrity.
WILLELE Electric offers a comprehensive range of waterproof wire nuts engineered specifically for industrial and mining applications. The product line includes standard IP67 silicone-sealed connectors for general harsh environment use, premium IP68 gel-filled connectors for submersion applications, and high-temperature variants rated to 400°F for installations near heat sources. All WILLELE waterproof wire nuts carry UL listing and meet or exceed MSHA requirements for underground mining applications. Technical support specialists assist mining operations in selecting optimal specifications for their specific conditions, ensuring maximum reliability and cost-effectiveness.
Future Trends and Emerging Technologies
The waterproof wire connector market continues to evolve with innovations addressing emerging challenges in mining operations. Smart connector technology represents one frontier, with several manufacturers developing wire nuts incorporating embedded sensors that monitor connection temperature, resistance, and moisture intrusion in real-time. These smart connectors communicate wirelessly with mine-wide monitoring systems, enabling predictive maintenance programs that identify degrading connections before they fail. While currently more expensive than standard waterproof wire nuts, smart connectors may become cost-effective for the most critical circuits where failure consequences are severe.
Material science advances are producing gel formulations with enhanced properties. Next-generation gels incorporate corrosion inhibitors that actively protect copper conductors rather than simply excluding moisture. Some formulations include conductive particles that maintain electrical contact even if minor gaps develop in the connection. Temperature performance continues improving, with experimental gels maintaining sealing properties from -60°F to 500°F, expanding the range of applications where waterproof wire nuts can replace more expensive sealed connector systems.
Environmental sustainability is influencing connector design as mining operations face increasing pressure to reduce their environmental footprint. Manufacturers are developing waterproof wire nuts using recycled plastics and bio-based gel formulations that maintain performance while reducing petroleum-derived content. End-of-life recyclability is improving, with some designs allowing separation of metal, plastic, and gel components for proper recycling rather than landfill disposal. These sustainability initiatives align with mining industry trends toward reduced environmental impact and circular economy principles.
The integration of waterproof wire nuts with heat shrink tubing and other protective systems creates comprehensive connection protection solutions. Dual-wall heat shrink tubing with adhesive inner layers provides mechanical protection and strain relief complementing the moisture protection of waterproof wire nuts. Some manufacturers now offer integrated systems combining waterproof wire nuts with pre-sized heat shrink sleeves, simplifying installation while ensuring complete connection protection. These system approaches recognize that optimal reliability in harsh mining environments requires attention to every aspect of the connection, not just the wire nut itself.
Frequently Asked Questions
Q: Can waterproof wire nuts be used in direct burial applications?
A: Yes, quality IP68-rated waterproof wire nuts are suitable for direct burial applications commonly encountered in mining operations. The gel seal protects against moisture infiltration from surrounding soil, and the housing materials resist degradation from ground chemicals. However, direct burial installations should include additional mechanical protection such as conduit or burial-rated cable to prevent physical damage to the connection from ground movement or excavation activities.
Q: How long do waterproof wire nuts last in harsh mining environments?
A: Properly installed waterproof wire nuts typically provide reliable service for 10-15 years in harsh mining environments without requiring replacement. The silicone gel sealant does not harden or degrade significantly over this timeframe, and quality housing materials maintain their protective properties. Some installations have documented reliable operation exceeding 20 years, though periodic thermal imaging inspection is recommended to identify any anomalies.
Q: Do waterproof wire nuts require special tools for installation?
A: No, waterproof wire nuts install using the same basic tools as standard wire nuts—wire strippers and manual twisting force. No special crimping tools, heat guns, or other equipment is required. However, proper wire stripping to the correct length and avoiding pre-twisting of conductors are critical technique points that differ from standard wire nut installation. Brief training ensures installers understand these differences.
Q: Can waterproof wire nuts be reused if a connection needs to be modified?
A: Waterproof wire nuts should not be reused after removal. Once the gel seal has been formed around specific conductors and then disturbed, the seal integrity cannot be reliably restored. The gel may have partially extruded during initial installation, and the spring mechanism may have taken a set to the original conductors. For connection modifications, always use a new waterproof wire nut to ensure proper sealing and mechanical grip.
Q: What is the difference between silicone-sealed and gel-filled waterproof wire nuts?
A: Both types provide moisture protection but use different sealing approaches. Silicone-sealed wire nuts have a flexible silicone outer housing that forms a barrier around the connection entry point. Gel-filled wire nuts have a rigid housing pre-filled with silicone gel that flows around and between the wire strands during installation. Gel-filled versions generally provide superior moisture protection (IP68 vs. IP67) and are preferred for the most demanding mining applications, while silicone-sealed versions offer good protection at lower cost for less severe environments.
Q: Are waterproof wire nuts compatible with aluminum conductors?
A: Most waterproof wire nuts are designed specifically for copper conductors and should not be used with aluminum wire unless explicitly rated for aluminum compatibility. Aluminum requires special consideration due to its oxidation characteristics and different expansion coefficient compared to copper. If aluminum conductors must be connected in harsh environments, use waterproof wire nuts specifically rated for aluminum or AL/CU (aluminum/copper) applications, and follow manufacturer guidelines carefully.
Conclusion
Waterproof wire nuts represent a proven, cost-effective solution for maintaining reliable electrical connections in the harsh environments characteristic of mining operations. The combination of gel sealing technology, robust housing materials, and wide temperature performance creates a connector that withstands moisture, dust, chemicals, and temperature extremes that quickly destroy standard wire nuts. Real-world case studies demonstrate failure rate reductions exceeding 90%, with corresponding improvements in safety, maintenance costs, and operational reliability.
The initial cost premium for waterproof wire nuts—typically 5-10 times the price of standard connectors—is quickly recovered through reduced maintenance labor and prevented production losses. Most mining operations achieve return on investment within 12-24 months, with continuing benefits throughout the connector’s 10+ year service life. When the full lifecycle costs are properly calculated, waterproof wire nuts prove to be not an expense but a high-return investment in operational excellence.
For mining operations still relying on standard wire nuts in harsh environment applications, the path forward is clear. A systematic upgrade program prioritizing the most critical and failure-prone circuits delivers immediate benefits while building toward comprehensive system reliability. Partnering with experienced manufacturers like WILLELE Electric ensures access to properly specified products, technical support, and installation training that maximizes program success.
Ready to improve your mining operation’s electrical reliability? Contact WILLELE Electric today for a free consultation and site assessment. Our technical specialists will evaluate your specific environmental conditions, recommend optimal waterproof wire nut specifications, and provide a detailed cost-benefit analysis demonstrating the ROI potential for your operation. Visit willele.com or call our industrial solutions team to get started.
WILLELE Electric—Engineering reliable connections for the world’s most demanding environments.
